
Dikiş, kadınların en yaygın hobilerinden biridir. Basit bir dikiş makinesi ve az miktarda beceri ile, her ev hanımı benzersiz tasarımcı kıyafetleri yapabilir. Sırayla yüksek kaliteli ve dayanıklı kıyafetler dikmek için sadece dikiş dikmek yeterli değildir, kenarlarını bir overlok ile işlemeniz gerekir.. Üreticiler, ayrı bir cihaz olarak veya dikiş makinesine entegre edilebilen bu dikiş ekipmanının geniş bir yelpazesini üretir.
Yeni overlokların varlığına rağmen, birçok terzi, kullanımı kolay, iddiasız ve güvenilir olan eski kanıtlanmış ekipmanları kullanmaya devam edecektir. Sınıf 51 overlok bu tekniği ifade eder.






karakteristikleri
Overlok 51. sınıf, hem kişisel ihtiyaçlar hem de küçük dikiş atölyelerinde kullanılabilen profesyonel bir dikiş ekipmanıdır. Uzun yıllar boyunca, bu cihaz ürünlerin işlenmesinde talep görmektedir. İlkel tasarım, modern kumaş türlerini kapsamayı imkansız hale getirir, ancak ekipman, kaba ve dayanıklı türlerden dikiş ürünleri sırasında vazgeçilmezdir. Bu dikiş cihazı, Çin'den daha güvenilir ve dayanıklıdır. İşin kaliteli performansı için, üreticiler bu cihazda aşağıdaki işlevleri sağlamıştır:
- iplik gerginlik ayarı;
- baskı ayağının kumaş üzerindeki basıncında değişiklik;
- iğne delikleri arasındaki mesafenin ayarlanması.


51 sınıf ve 51-A sınıfının overlokunun fonksiyonel görevleri - örme, keten ve elbise yapımı ürünlerinin kenarlarının işlenmesi 2 ve 3 iplik zinciri dikişleri kullanarak. Dikiş uzunluğu 0,3 cm ila 0,6 cm arasındadır, işlenen malzemenin maksimum kalınlığı 3 mm'dir. Optimal iğne işareti 0029, sayı 60-70'dir.
Bu cihaz bir iğne mekanizması ve iki ilmek yapıcı ile donatılmıştır. Sağ lüperi bir genişletici ile değiştirirseniz, sadece iki iplik kullanabilirsiniz. Sürfile formalar için, 51-A sınıfı overlok tercih etmek daha iyidirWeb'i hareket ettirmek için farklı bir mekanizmaya sahiptir. Ön fuların daha büyük hareketinden dolayı, dikişlerin daha elastik ve gerilmesini sağlayan malzemenin gerilme etkisi elde edilir.

Ayırt edici bir özellik, dikiş ekipmanının platformu altında bulunan hareketli parçaların merkezi fitil yağlamasıdır. Tüm elemanların kesintisiz yağlanması için, karterde bir yağlama çözeltisinin varlığını düzenli olarak kontrol etmek gerekir. Diğer tüm elemanları yağlamak için, uzun ağızlı bir kap kullanın. Cihazın sürekli kullanımı durumunda, uzmanlar bu etkinliği 30 günde en az 1 kez tutmanızı önerir. Cihazın düzgün çalışması için, temas eden tüm parçaları yağlamak gerekir ve işlem sırasında bunlar sürekli olarak çevrilmelidir.
Çalışmanın rahatlığı için, ustalar, bir yağlama tankı yerine enjeksiyon için bir koni şeklinde dereceli bir silindir kullanılmasını önermektedir.


Artıları ve eksileri
Herhangi bir ev tipi dikiş cihazı gibi, 51 sınıfı bir overlokun hem pozitif hem de negatif tarafları vardır.
Avantajları:
- uygun fiyat aralığı;
- güvenilirlik;
- operasyonun basitliği;
- evrensel amaç;
- uzun çalışma süresi;
- manuel ayarın varlığı;
- her türlü ipliği kullanma becerisi.



dezavantajları:
- modern kumaş türlerini işlemenin imkansızlığı;
- orijinal talimatların eksikliği;
- kurulum ve onarımda zorluk;
- farklı tipte iplikleri aynı anda kullanamama;
- yedek parça eksikliği.
Eksikliklere rağmen, bu cihaz yıllarca talep görüyor ve dikiş üretiminde yaygın olarak kullanılıyor.

Diş Açma Şeması
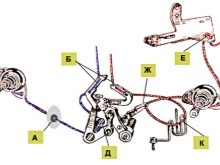
Cihazın sorunsuz çalışması için iplikleri doğru şekilde vidalamak gerekir. Bu işlem aşağıdaki manipülasyonlardan oluşur:
- iğne ipliği;
- sol ve sağ lüpere iplik geçirme.
Üç iplikli dikiş için iğne ipliğinin ana aşamaları:
- masura ipliğinin iplik kılavuz plakası üzerinde bulunan iki delikten tutulması;
- ipliğin gerginlik regülatör diskinin altındaki tarafına hareket ettirilmesi;
- iplik kılavuzu plakası üzerindeki iç boynuzun gözetleme deliğinden diş çekme;
- solda bulunan ikinci gözdeki ipliğin yönü;
- iğne milinin soldan sağa geçirilmesi;
- ipliği iğnenin gözünde tutmak;
- ayak altında ipliğin kurulması.

İlk dikişler için uzmanlar ipliği en az 5 cm uzunluğunda bırakmanızı önerir.
Sol ve sağ lüpere iplik geçirirken aşağıdaki önerilere uyulmalıdır:
- ipliği aşağıdan yukarıya doğru yönlendirmek;
- mahfaza kovanından dişlerin çıkarılması;
- tüm düğümlerin zorunlu geçişi;
- ipliğin şemaya sıkıca uygun olarak düğümlerden geçirilmesi;
- lüper arkasından iplik geçirme.
İlmek yapıcıya ve iplik kılavuzuna erişim sınırlı olduğundan, sol halka kılavuzuna iplik takmak çok daha zordur. Eski iplikleri çıkarmak ve aynı anda birkaç ipliği germek kesinlikle yasaktır.
Yakıt ikmalinin doğruluğu sadece dişlerin yerine değil, aynı zamanda kamın doğru yerine de bağlıdır. Bu parçanın konumunda birkaç derece kayma olması, tüm ilmeklerin bir kerede yerleştirilmesinin ihlaline yol açabilir.


Bu nedenle, yakıt ikmali yapmadan önce, bu elemanın konumuna özel dikkat gösterilmelidir.
Kurulum Talimatları
Bu tip overlokun onarımında ve ayarlamasında uzman bulunmaması ve fiyatı genellikle ekipmanın maliyetini aşan yüksek iş maliyeti nedeniyle, bu cihazların sahipleri tam hizmetini kendi elleriyle yapmaya zorlanmaktadır. Bu tür çalışmalar sadece üreticilerin talimatlarına uygun olarak yapılmalıdır.
Bu tür ekipmanın hasar görmesi çok nadir bir durumdur. Tüm düğümler ve mekanizmalar daha fazla güce sahiptir ve bağımsız olarak başarısız olamazlar. Arızaların çoğu, dikiş veya ayarlama işi sırasında overlokun yanlış kullanımı ile ilişkilidir.

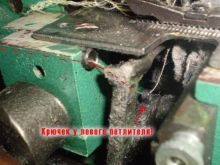
Cihazı ayarlarken en önemli vektör sol metal kancanın yeri. İğne ucunu maksimum alt seviyeye kadar derinleştirme sürecinde, en soldaki konumda olmalı ve metal kancanın ucu, 0,5 cm mesafede iğne milinden çıkarılmalıdır. İğneyi göz seviyesinden 0,3 cm yukarıda kaldırarak bir bükülme oluşmalıdır. Sol lüper ve iğne arasındaki mesafe 0,05 cm'yi geçmemelidir Boşluğu ayarlamak için, sivri iğneye yaklaştığında döndürülmesi gereken büküm işleminde sol lüper bağlantı elemanlarının vidasını kullanın. Asla bağlantı elemanlarını sıkmayın veya rahat bir konumda bırakmayın. Ayarları tamamladıktan sonra sonucu düzeltmeniz gerekir.
İğne halkasını yakaladıktan sonra, soldaki kanca ustura boyunca çeker ve sağdaki kanca, ilmek soldaki kancadan nüfuz etmek için ona doğru yönlendirilir.
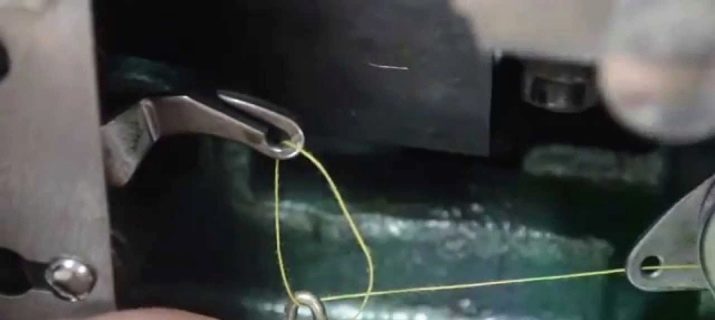
Sağdaki kancanın ucu, soldaki kancanın iç kenarından girintiden geçer, aynı zamanda deliğinin ve traş makinesinin yanında sıkıca bulunur. Gerçekleştirilen sanal uzunlamasına şeridi kullanarak parçaların doğru konumlandırıldığını doğrulayabilirsiniz. Sağdaki kancanın ucu soldaki kancanın deliğinden daha düşük olmalı ve her iki ilmek yapıcısının bıçakları arasındaki boşluk 0,16 cm'den fazla olmamalıdır Son ayar adımı, ilmiği bir iğne ile sağ ilmek yapıcıdan çıkarmaktır.
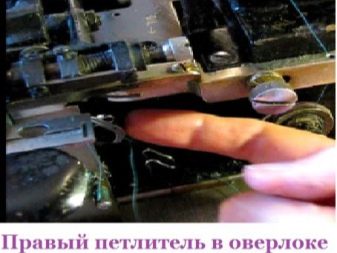
İğneyi sağ ilmek yapıcısının halkasına geçirirken, iğne ve ilmek yapıcı bıçağı arasındaki mesafe 0,16 cm'yi geçmemeli ve sağ ilmek yapıcısının gözü ile iğnenin ucu arasındaki boşluk 0,6 cm olmalıdır.
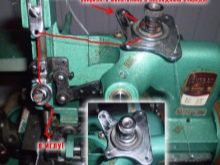
Sağ lüperin ayırt edici bir özelliği ayar vidasının olmamasıdıryardımıyla konumunu ayarlamak mümkün olacaktır. Ayarlama işlemi, cihazın istenen konuma mekanik olarak bükülmesinden oluşur.

İğne nasıl değiştirilir?
Kaliteli bir çizgi elde etmenin anahtarı iğnelerin zamanında döndürülmesidir. Deneyimli terziler, iğneyi sadece deforme olduğunda ve kırıldığında değil, belirli bir süre sonra, ekipmanın çalışma yoğunluğuna bağlı olarak değiştirmeyi önerir. Bu ekipmanın uzun bir üretim süresine sahip olması nedeniyle, kullanılan iğneler özel olmalı, ayırt edici bir özelliği kısa bir uzunluk ve kalınlaşmış bir ampul olacaktır.
Ekipmanın teknik özelliklerine uymayan modern dikiş iğnelerinin kullanılması sadece çirkin ve yanlış dikişlere değil, aynı zamanda cihaza zarar verebilir.
Yoğun dokuların işlenmesi için uzmanlar 100 ve 120 numaralı iğnelerin kullanılmasını önerir.


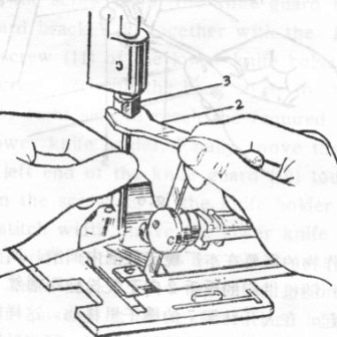
Dikiş makinesindeki iğnenin değiştirilmesi, katı bir şekilde yapılması gereken basit ama çok önemli bir işlemdir.
Çalışmanın ana aşamaları:
- hurdalar için kabın çıkarılması;
- panel, özel iğneler ve özel çalışma tornavidalarına sahip tepsinin bulunduğu en düşük seviyede bulunur;
- baskı plakasının kolunun kaldırılması;
- iplik kuyruğunu iğne deliğinden çekmek;
- ayağın kolunu indirmek;
- tornavidayı saat yönünün tersine çevirerek montaj cıvatalarının deliklerini gevşetme.
Yeni bir iğne yerleştirmeden önce eski dikiş elemanını dikkatlice çıkarın. Yeni bir iğne takmak için, ampulün künt kısmı arkada olacak ve vidanın altındaki boşluğa yerleştirecek şekilde iğneyi iki parmağınızla almanız gerekir. Yukarıdaki tüm manipülasyonları yaptıktan sonra, sabitleme vidasını saat yönünde hareket ettirerek güvenli bir şekilde sıkmak gerekir. Tüm manipülasyonlar, vidalardaki dişleri bozmamak için mümkün olduğunca dikkatli bir şekilde yapılmalıdır. İğneyi takarken, parmaklarınızla mümkün olduğunca güvenli bir şekilde tutmanız ve düşmesini önlemelisiniz.

İğnenin takılması kurallarına uyulmaması, sadece iş yapamamanıza değil, aynı zamanda cihaza verilen hasarın tamamlanmasına da neden olabilir. Uzmanlar, arızaların ana nedenlerini tanımlar:
- iğne milinde eksik iğne montajı;
- yoğun doku ince bir iğne ile işleme;
- çalışma sırasında güçlü malzeme gerilimi;
- ayağın yüzeyinde kusurların varlığı veya yanlış kurulum;
- iğnenin oluğunun yeri yanlış konumda;
- yanlış marka ve boyutta bir iğnenin kullanılması;
- deforme olmuş bir iğne ile çalışmak;
- iğne milinin zayıf sabitlenmesi.

Overlok nasıl kullanılır?
Satın alınan cihazın bir düzineden fazla hizmet vermesi için deneyimli terziler, çalışmaya başlamadan önce üreticinin talimatlarını dikkatlice incelemenizi ve tüm kurallara kesinlikle uymanızı önerir.
Dikiş makinesinin çalışması için temel öneriler.
- lüper ve tüm cihazın düzenli olarak temizlenmesi;
- terzi iğnesinin zamanında değiştirilmesi.
Sınıf 51 overlokun kırılmasının en yaygın nedeni, uygun olmayan iplik gerginliği ve farklı çaplarda ipliklerin kullanılmasıdır. Sarf malzemelerine iddiasızlıklarına rağmen, uzmanlar sürfile için özel endüstriyel bobinlerden ipliklerin kullanılmasını önermektedir. Aygıtı yapılandırmak için, önce tüm düğümleri zayıflatmanız ve yalnızca her bir ipliği ayrı ayrı çekmeniz gerekir.
Deneyimli terzi, ayarlamak için çok renkli iplikler kullanır.

Operasyon sırasında karakteristik olmayan bir vuruşun ortaya çıkması, tack yaparken çok kalın bir tuval parçasının işlenmesini gösterir; Bu sorunu göz ardı etmek metal lüperde bir arızaya neden olabilir. İplik geçirme şemasına uyulmaması, tüm cihazın çalışmasında sapmalara neden olabilir. Sorunu çözmek için, iplikleri makineden dışarı çekin ve yeniden doldurun.
Bir bölümle çalışmayı bitirdikten sonra iplikleri dışarı çekmeyi önlemek için uzmanlar iplikleri kesmemeyi, yeni bir şey dikkatlice yerleştirmeyi ve çalışmaya devam etmeyi önerir. Bu hile sadece sarf malzemelerinden ve çalışma süresinden tasarruf etmekle kalmaz, aynı zamanda arızaları da önler.
Çalışma sırasında döşenen dikişlerde boşluklar ortaya çıkmaya başladıysa, sorunun nedeni iğne milinin pozisyonundaki bir değişikliktir. Parçayı birkaç milimetre aşağı doğru hareket ettirerek sorunu ortadan kaldırabilirsiniz.

Kendi kendine yapılan giysiler sadece popüler bir etkinlik değil, aynı zamanda çok heyecan verici. Kaliteli bir sonuç elde etmek için, sadece temel pratik ve teorik bilgiye değil, aynı zamanda yüksek kaliteli hammaddelere ve iyi ekipmanlara sahip olmanız gerekir. Dikiş işleminde yer alan ana teknik cihazlardan biri, ürünü daha zarif ve dayanıklı hale getirebileceğiniz overloktur.
Evde kullanım için pahalı ekipman satın almak gerekli değildir, ancak 51 sınıfı overlok gibi kanıtlanmış modelleri tercih edebilirsiniz.
Bir sınıf overlokta bir ipliğin nasıl işleneceği hakkında daha fazla bilgi için, bkz.









