
ברונזה היא סגסוגת נחושת ופח, לעיתים בתוספת סיליקון, אלומיניום ועופרת. זה יכול להיות בצבע אחר, התלוי באחוז הרכיבים. ישנם כמה סוגים של ברונזה:
- פיוטר;
- אלומיניום;
- עופרת.


ארד פח הוא המין הנפוץ ביותר; יש לו נזילות נמוכה. נוח להטיל מוצרים עם מידות ספציפיות ממנו. מכיוון שהוא אינו זקוק לעיבוד נוסף. פליז הוא סגסוגת נחושת בתוספת אבץ. בדרך כלל, התערובת היא 70% נחושת, 30% אבץ. לפעמים יש הרכב פליז של 50 עד 50.

פלוסיפי הברונזה כוללים את הבאים.
- פרקטיות.
- ההזדמנות לעשות ליהוק אמנות בבית.
- עמידות גבוהה בפני גורמים סביבתיים.
- כמעט לא קורוזיבי.
- קלות טיפול.
- אריכות ימים.
- מוליכות חשמלית ותרמית.


פליז הוא בעל הגנה גבוהה בפני קורוזיה. הוא משמש כשכבה פני השטח של מתכות אחרות בייצור מבני מתכת.
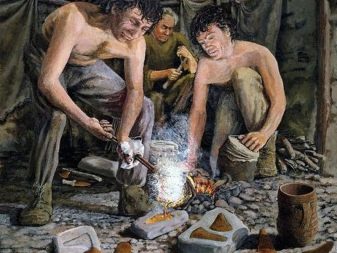
היסטוריה של טכנולוגיה
פליז יציקה, כמו ברונזה, הופיע לפני 12 אלף שנה. בתחילה נעשו כלים וקישוטים מחומרים אלה, מאוחר יותר כלים וכלי בית. מוצרי ברונזה ופריטי פליז היו בשימוש נרחב בכל תחומי החיים. השיטות הראשונות לייצור ברונזה ופליז מקורם בעידן הקדום בעידן הקלאסיקה. יצירות מופת רבות של אמנות מאותו עידן, אנו יכולים להרהר עד היום. כרגע, הסגסוגות המתמזגות הללו משמשות בעיקר לייצור פריטי נוי לעיצוב ועבודות אמנות.

סגסוגות נחושת בתוספת מתכות נמצאים בשימוש נרחב בייצור של:
- פסלים ומזכרות;
- מרתקות ואלמנטים אחרים של גדרות;
- גדרות ושערים;
- פרטי פנים;
- בעיטור של נברשות ופמוטי קיר.


עם הזמן שופרה שיטת ההזרקה. ובעולם המודרני התאפשר להתיך חלקים מברונזה ופליז לא רק באופן תעשייתי, אלא גם בתנאים ביתיים.
תכונות
יציקת אמנות פליז כמעט ואינה שונה בטכנולוגיה מליהוק ברונזה. להלן הדקויות של התהליך.
- טמפרטורת ההתכה של פליז נמוכה למדי, בטווח 880-965 צלזיוס. זה מאפשר שימוש בסוגים שונים של תנורים. אפילו מבער גז, מספיק לבחור במנות עמידות בחום. אך לעיתים הטמפרטורה מוגברת ל -1070 צלזיוס עקב תוספים (לפליז רב-רכיבי). נקודת ההיתוך של הברונזה גבוהה יותר. נחושת עם פח היא בעלת סגסוגת של 900–950 מעלות צלזיוס, בעוד שלברונזה ללא פח 950–1100 מעלות צלזיוס יש סגסוגות ברונזה בעלות צמיגות גבוהה, ולכן הם מחוממים במאה גבוה יותר כדי לשפר את האיכות. כדי לחסוך באנרגיה, עדיף להשתמש בתנורי אינדוקציה או כור היתוך.
- השלב העיקרי של הליהוק הוא מזיגת המסה לתבנית. משך התהליך לא יעלה על שתי דקות. אחרת, המוצר יהיה פגום. פיצולים, כוויות וצמתים יופיעו. הפריט ייפגע לצמיתות ובלתי שמיש. או שנדרש עיבוד נוסף.
- עבור פליז צריכה להיות קירור הדרגתי אחיד, ללא שימוש בפתרונות מיוחדים. בעת קירור ברונזה משתמשים בנוזלי קירור.
- השלב האחרון הוא עיבוד החלק המוגמר. דורש הסרת מפרצים, נבטים, לחץ. כדי לשמור על הרכב ללא שינוי, שטפים מתווספים לסגסוגת. בזכותם ניתן להגן על פני השטח של להמיס ולפזר את הרכבו. זה מקטין דחיות במוצר המוגמר.




ציוד הכרחי
להלן רשימה של הציוד העיקרי להכנת דמויות מחומרים אלה.
- עובש יציקה. הוא עשוי מחומרים שונים.
- מלקחייםכדי להוציא את החלק המוגמר מהכושר.
- כור היתוך על התכה של המטען שבתוכו. חומר היווצרותו הוא גרפיט וחימר.
- ציוד חימום, תנורים. לצורך התכה של פליז ניתן להשתמש בפיד גז ומיכל עמיד בחום.
- חומרי תמיכה שונים: פחם, קרן.

יש צורך להשתמש ברצף טכנולוגי קפדני. תחילה הניח את הכור היתוך על הכבשן, ואז הניח בו מתכת עם חתיכות. כשהוא נמס לחלוטין, התערובת משנה את צבעה. לאחר מכן, בעזרת ציוד מיוחד, מוציאים כור היתוך מהתנור עם וו וממיסים את ההמסה לתבנית הזרקה. לאחר הקירור המלא, החלק מוסר באמצעות מלקחיים ומוטל עליו עיבוד סופי.

סקירה של מודל היציקה
לפני שתתחיל להטיל את המוצר המוגמר, ראשית עליכם ליצור סקיצה של הצורה העתידית. הרישום נעשה על ידי אמנים מיוחדים. לאחר מכן תיווצר עליו תבנית יציקה, לתוכה מוזגים את המסה העיקרית. יצירת תבנית היא משימה עמלנית ואחראית למדי. לשם כך משתמשים בקומפוזיציות יצירה, כלים ומכשירים מיוחדים. המודל המוגמר ממלא תפקיד מרכזי בתהליך כולו. החלל הפנימי שלה צריך להיות עותק מדויק של המוצר המוגמר ביציקת השקעות. מוזגים לתוכו תמיסה מותכת אשר לאחר מכן, בהיותה בפנים, מתקררת ורוכשת את צורתה הסופית.

כדי לתת יציבות, כך שבזמן היציאה של ההמסה לתבנית היא לא תקרוס, השתמש בקבוקים. זהו מתקן מיוחד העשוי משני חלקים מחברים מלבניים, בדומה למגירה. בדרך כלל עשוי עץ או דיקט. בבקבוקי מתכת מתרחשת לא רק יצירת תבנית, אלא גם הליהוק עצמו. דגמים לייצור פליז וברונזה ניתנים לשימוש חוזר וניתן לשימוש חד פעמי. זה תלוי ממה הם עשויים.


חומרים
שנהב, עץ, גבס ופולימרים. גם לייצור טפסים לשימוש חוזר באמצעות פלדה. פחות מכל משתמשים בחומר פלסטי ליצירת דגם יציקה.בבית, העיסה נמסה לרוב לתבנית גבס שאינה ניתנת להפרדה. לאחר קירור ומיצוק הסגסוגת לדמות המוגמרת, הטופס נשבר בזהירות עם פטיש מיוחד.

קונסטרוקציות
מבחינה מבנית, תבניות יכולות להיות משלושה סוגים.
- ניתן להסרה. זהו מבנה המורכב משני חלקים או יותר, המחוברים במשטח ישר או מורכב. נותק כדי לאחזר את המוצר המוגמר. משמש לרוב בייצור לשימוש חוזר.
- מקשה אחת. כדי לחלץ את החלק המוגמר נשבר עם פטיש. מתאים לשימוש יחיד. הוא מיוצר למוצר ספציפי על פי רישומים. משמש לעתים קרובות בייצור ביתי. גבס מתאים ביותר ליצירת צורות כאלה.

- מיוחד. זהו דפוס מורכב או שלד. הוא כולל רכיב מרובה רכיבים. הוא נוצר לדמויות התכה בעיצוב מורכב.
הדקויות העיקריות של הליהוק
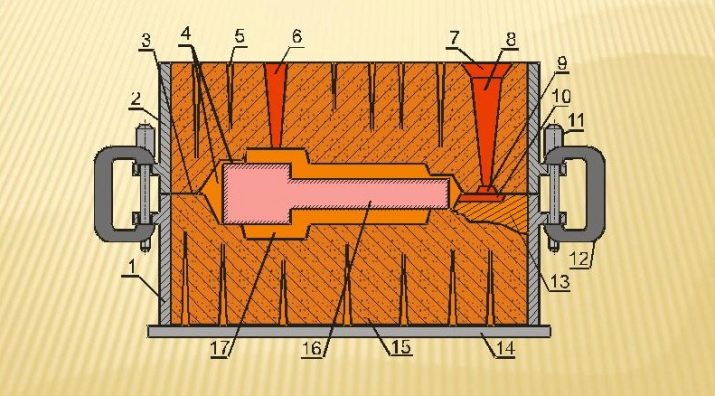
יציקה צנטריפוגלית
בשיטת יציקה זו מיוצרים חלקים וציוד להנדסת מכונות וסניפים תעשייתיים אחרים. הבסיס לטכנולוגיה הוא כוח צנטריפוגלי. זה מופיע בגלל הסיבוב של דגם היציקה. סוג יציקה זה משמש בעיקר לייצור גופי מהפכה. ניתן לבצע דפוס על ידי מכונות עם יציקה אנכית ואופקית. במכונות עם ציר סיבוב אופקי:
- תוספות;
- תותבים;
- טבעות.

במכונות עם ציר סיבוב אנכי:
- מדחפים;
- גלגלי תולעת;
- הילוכים.


במהלך גאות השפל, התערובת המעצבת נדחסת ונאלצים אלמנטים זרים.
ליהוק אומנותי
בבית, השתמש בשיטה זו לייצור ברונזה. אבל לסגסוגת הנחושת הזו יש נזילות גבוהה, כך שהיא לא ממלאת לחלוטין את התבנית, בשונה מסגסוגת פליז. בגלל זה, הדפוס המיועד על פני החלק הוא מטושטש. מטבע משמש כדי לתת בהירות. זהו תהליך שדורש זמן רב למדי. אך יחד עם זאת, הרגע הכי יצירתי של ליהוק אמנותי. איכות הסוג הסופי של המוצר תלויה ברמת ההטבעה שבוצעה.

שלבי ליהוק אמנות:
- יצירת סקיצה וציור עובד;
- ייצור מבנים ליצירת עובש;
- ייצור דגם יציקה;
- הכנת מודל;
- התכה טעינה;
- יציקת עובש לדגם יציקה;
- קירור;
- מיצוי מהדגם;
- עיבוד המוצר המוגמר בעזרת מטחנה: לפעמים משתמשים במברשת מתכת.






רכיבים בודדים מוגמרים משולבים למוצר אחד, אם על פי התוכנית הסופית הוא אמור להיות יחיד, אך מורכב מכמה חלקים. ואז הדמות המוגמרת המתקבלת מעובדת להסרת פגמים קלים, ומכוסה בשכבת מגן עליונה.
דפוס הזרקה
שיטת יציקה זו מבוססת על חשיפה ללחץ עודף ואקום. העיקרון של העיתונות משמש, ההמסה מוזנת לתבנית ההזרקה על ידי לחץ עודף. המערכת הפנאומטית או ההידראולית פועלת על הבוכנה. בשל המהירות הגבוהה בה מסופק להמסת הצמיגות הגבוהה נוצר לחץ עודף, הטופס מתמלא לחלוטין.
ואז, על ידי ספיגת ואקום, מסת עובש לתוך חלל העובש. יש בו קירות דקים המוקפים במים קרים. הקירור נע מהקצוות למרכז. הסגת המסה מתרחשת לאורך פרק זמן מסוים. ואז הלחץ מנרמל, ושרידים עודפים של חומר הדפוס זורמים לאורך הקירות.

עקב הצטמקות לאחר הקירור מוציאים את המוצר בקלות מהתבנית. עקב אוטומציה, התבנית מתמלאת בממיס בשברים של שנייה, מה שמקטין משמעותית את זמן הייצור של חלקים ומהווה יתרון ללא ספק בשיטת יציקה זו. ללא קשר לשיטת היציקה הנהוגה, יש להקפיד על אמצעי בטיחות בייצור מוצרי ברונזה ופליז.
- כשאתה עובד אתה צריך להשתמש משקפי בטיחותכדי להגן על העיניים מפני טיפות של חומר מותך ואדים.
- לפני תחילת פעילות צריכה לבש כפפות מחומר עמיד בחום מיוחד.
- החדר צריך להיות מאוורר ומאוורר היטב.מכיוון שכאשר נמסים סגסוגות אלה, גזים המזיקים לבני אדם משתחררים.
- אל תאפשר מגע של חומרים דליקים ונוזלים עם מכשירי חימום.
- צריך עקוב בקפדנות אחר טכנולוגיית התהליכים. מכיוון שההפקה הזו די טראומטית.


ראו כיצד פסלי הברונזה מיוצרים בסרטון הבא.









