
Bronza je legura bakra i kositra, ponekad s dodatkom silicija, aluminija i olova. Može imati različitu boju, što ovisi o postotku komponenata. Postoji nekoliko vrsta bronce:
- kositar;
- aluminij;
- voditi.


Limenka bronca je najčešće korištena vrsta, ima nisku fluidnost. Prikladno je lijevati proizvode određene veličine od njega. Budući da mu nije potrebna daljnja obrada. Mesing je legura bakra s dodatkom cinka. Obično je smjesa 70% bakra, 30% cinka. Ponekad postoji mjedeni sastav od 50 do 50.

Plugovi bronce uključuju sljedeće.
- Praktičnost.
- Prilika za umjetničko lijevanje kod kuće.
- Visoka otpornost na čimbenike okoliša.
- Gotovo ne korozivno.
- Jednostavnost rukovanja.
- Trajnost.
- Električna i toplinska vodljivost.


Mesing ima visoku zaštitu od korozije. Koristi se kao površinski sloj ostalih metala u proizvodnji metalnih konstrukcija.
Povijest tehnologije
Lijevanje mjedi, poput bronce, pojavilo se prije 12 tisuća godina. U početku su se od tih materijala izrađivali alati i ukrasi, kasnije posuđe i kućanski predmeti. Brončani proizvodi i mjedeni predmeti naširoko su se koristili u svim područjima života. Prve metode izrade bronce i mjedi nastale su u antičko doba u doba klasicizma. Mnoga umjetnička djela iz tog doba, možemo razmišljati do danas. Trenutno se ove topljive legure uglavnom koriste za izradu ukrasnih predmeta za dekor i umjetnička djela.

Legure bakra s dodatkom metala naširoko se koriste u proizvodnji:
- skulpture i suveniri;
- rešetke i drugi elementi ograde;
- ograde i kapije;
- detalji interijera;
- u ukrasu lustera i zidova.


Vremenom se metoda ubrizgavanja poboljšala. A u modernom svijetu postalo je moguće topiti dijelove iz bronce i mjedi ne samo na industrijski način, već i u domaćim uvjetima.
Značajke
Ljevano umjetničko lijevanje gotovo se ne razlikuje u tehnologiji od lijevanja bronce. Evo suptilnosti postupka.
- Temperatura taljenja mjedi je prilično niska, u rasponu od 880-965 C. To omogućava upotrebu različitih vrsta peći. Čak i plinski plamenik, dovoljno je odabrati posuđe otporne na toplinu. Ali ponekad se temperatura povećava na 1070 C zbog aditiva (za višekomponentni mjed). Talište bronce je veće. Legura ima bakar s kositrom 900–950 ° C, a za broncu bez kositra 950–1100 ° C. Brončane legure imaju visoku viskoznost, pa se zagrijavaju 100 puta za poboljšanje kvalitete. Da biste uštedjeli energiju, bolje je koristiti indukcijske ili lončke peći.
- Glavna faza lijevanja je izlijevanje taline u kalup. Trajanje postupka ne smije biti veće od 2 minute. U suprotnom, proizvod će biti neispravan. Pojavit će se rasjeci, opekotine i spojevi. Predmet će biti trajno oštećen i neupotrebljiv. Ili je potrebna dodatna obrada.
- Za mjedi treba postojati jednolično postupno hlađenje, bez upotrebe posebnih rješenja. Pri hlađenju bronza koriste se rashladne tekućine.
- Posljednji korak je obrada gotovog dijela, Zahtijeva uklanjanje uvala, struga, pritiska. Kako bi sastav ostao nepromijenjen, leguri se dodaju tokovi. Zahvaljujući njima, moguće je zaštititi površinu taline i degasirati njezin sastav. Time se smanjuju odbacivanja na gotovom proizvodu.




Potrebna oprema
Ovdje je popis glavne opreme za izradu figura iz ovih materijala.
- Kalup za liv. Izrađena je od raznih materijala.
- kliještada se gotovi dio izvadi iz forme.
- retorta za taljenje naboja u njemu. Materijal njegovog stvaranja je grafit i glina.
- Oprema za grijanje, peći, Za taljenje mjedi može se koristiti plinska baklja i spremnik otporan na toplinu.
- Razni prateći materijali: ugljen, rog.

Potrebno je koristiti strogi slijed tehnologije. Najprije stavite lonac na peć, a zatim stavite metal u njega s komadima. Kada se potpuno rastopi, smjesa mijenja boju. Zatim se pomoću posebne opreme iz lonca kukom izvadi lončić, a talina se pažljivo ulijeva u kalup za ubrizgavanje. Nakon potpunog hlađenja, dio se uklanja s pincetama i podvrgava završnoj obradi.

Pregled modela ljevaonice
Prije nego što započnete lijevanje gotovog proizvoda, prvo morate stvoriti skicu budućeg oblika. Crtanje rade posebni umjetnici. Zatim će se na njemu stvoriti kalup za lijevanje, u koji se ulijeva glavna talina. Izrada kalupa prilično je naporan i odgovoran zadatak. Za to se koriste posebni sastavi za oblikovanje, alati i uređaji. Gotov model igra veliku ulogu u cjelokupnom procesu. Njegova unutarnja šupljina trebala bi biti točna kopija gotovog proizvoda u investicijskom lijevanju. U njega se ulijeva rastopljena otopina, koja se nakon toga, već unutar, hladi i poprima svoj konačni oblik.

Da bi se dobila stabilnost, tako da se tijekom odljeva taline u kalup ne bi srušio, koristite tikvice. Ovo je posebno učvršćenje od dva pravokutna spojna dijela, slično ladici. Obično se izrađuje od drveta ili šperploče. U metalnim tikvicama odvija se ne samo stvaranje kalupa, već i samo lijevanje. Modeli za proizvodnju mjedi i bronce mogu se upotrijebiti za višekratnu uporabu. Ovisi od čega su napravljeni.


materijali
Slonovača, drvo, gips i polimeri. Također za proizvodnju obrazaca za višekratnu uporabu od čelika. Najmanje svi koriste plastični materijal za izradu modela lijevanja.Kod kuće se talina najčešće ulijeva u gips nepodvojivi kalup. Nakon hlađenja i stvrdnjavanja legure u gotovu figuru, obrazac se pažljivo razbije posebnim čekićem.

dizajn
Konstruktivno, plijesni mogu biti tri vrste.
- Plug-in. Ovo je struktura koja se sastoji od dva ili više dijelova, povezanih ravno ili složeno na površini. Isključen radi dohvaćanja gotovog proizvoda. Najčešće se koristi u proizvodnji za višekratnu upotrebu.
- Jednodijelni, Za vađenje gotovog dijela razbije se čekićem. Pogodno samo za jednokratnu upotrebu. Izrađen je za određeni proizvod prema skicama. Često se koristi u kućnoj proizvodnji. Gips je najprikladniji za stvaranje takvih oblika.

- poseban, Ovo je složen kalupni ili skeletni uzorak. Sadrži višekomponentnu komponentu. Stvoren je za topljenje figura složenog dizajna.
Glavni detalji lijevanja
Centrifugalno lijevanje
Pomoću ove metode lijevanja proizvode se dijelovi i oprema za strojarstvo i ostale industrijske grane. Temelj tehnologije je centrifugalna sila. Pojavljuje se zbog rotacije modela ljevaonice. Ova vrsta lijevanja koristi se uglavnom za izradu revolucionarnih tijela. Kalupljenje se može izvesti strojevima s vertikalnim i horizontalnim lijevanjem. Na strojevima s vodoravnom osi rotacije:
- umeci;
- čahure;
- prsten.

Na strojevima s vertikalnom osi rotacije:
- propelera;
- crveni kotači;
- stupanj prijenosa.


Tijekom plima plima, kompaktna smjesa se zbija i istiskuju se vanjski elementi.
Umjetnički casting
Kod kuće koristite ovu metodu izrade bronce. Ali ova legura bakra ima visoku fluidnost, tako da ne ispunjava u potpunosti kalup, za razliku od legure od mesinga. Zbog toga je predviđeni uzorak na površini dijela zamućen. Kovanica se koristi za postizanje jasnoće. Ovo je prilično dugotrajan i dugotrajan proces. Ali ujedno i najkreativniji trenutak umjetničkog lijevanja. Kvaliteta finalne vrste proizvoda ovisi o razini izvedenog kovanja.

Faze umjetničkog lijevanja:
- izrada skice i radnog crteža;
- proizvodnja konstrukcija za stvaranje kalupa;
- izrada livničkog modela;
- priprema modela;
- topljenje naboja;
- lijevanje kalupa u model za lijevanje;
- hlađenje;
- izvlačenje iz modela;
- obradu gotovog proizvoda brusilicom; ponekad se koristi metalna četka.






Gotove pojedinačne komponente kombiniraju se u jedan proizvod, ako prema konačnom planu treba biti jedan, ali sastoji se od više dijelova. Zatim se dobivena gotova figura obrađuje za uklanjanje manjih nesavršenosti i prekriva gornjim zaštitnim slojem.
Injekcijsko lijevanje
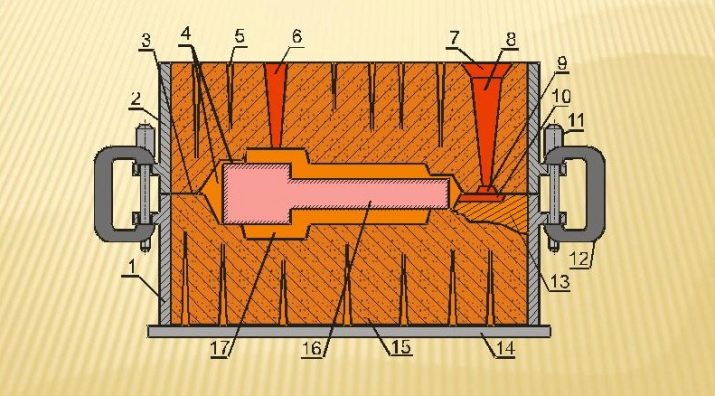
Ova metoda lijevanja temelji se na izloženosti prekomjernom, vakuum tlaku. Koristi se princip preše, talina se pod viškom tlaka ubacuje u kalup za ubrizgavanje. Pneumatski ili hidraulički sustav djeluje na klip. Zbog velike brzine kojom se dovodi talina visoke viskoznosti stvara se višak tlaka, obrazac se u potpunosti ispunjava.
Zatim, apsorpcijom vakuuma, masa kalupa ulijeva u šupljinu kalupa. Ima tanke zidove okružene hladnom vodom. Hlađenje se kreće od rubova prema sredini. Povlačenje taline događa se tijekom određenog vremenskog razdoblja. Tada se tlak normalizira, a višak ostataka kalupnog materijala teče niz zidove.

Zbog skupljanja nakon hlađenja, proizvod se lako uklanja iz kalupa. Zbog automatizacije kalup se u dijelovima sekunde puni talinom što značajno smanjuje vrijeme izrade dijelova i nesumnjiva je prednost ove metode lijevanja. Bez obzira na primijenjenu metodu lijevanja, prilikom izrade proizvoda od bronce i mjedi moraju se poštivati sigurnosne mjere opreza.
- Kada radite, morate koristiti sigurnosne naočalekako biste zaštitili oči od kapi rastopljenog materijala i isparenja.
- Prije početka aktivnosti treba stavite rukavice od specijalnog materijala otpornog na toplinu.
- Prostor treba dobro prozračiti i prozračiti., jer se pri topljenju tih legura oslobađaju štetni za ljude plinove.
- Ne dopuštaju kontakt zapaljivih materijala i tekućina s uređajima za grijanje.
- potreba strogo slijediti procesnu tehnologiju. Budući da je ta proizvodnja prilično traumatična.


Pogledajte kako su izrađene brončane skulpture u sljedećem videu.









