
Ang tanso ay isang haluang metal na tanso at lata, kung minsan sa pagdaragdag ng silikon, aluminyo at tingga. Maaari itong magkaroon ng ibang kulay, na nakasalalay sa porsyento ng mga sangkap. Mayroong maraming mga uri ng tanso:
- mas malambot;
- aluminyo;
- humantong.


Ang tanso ng tanso ay ang pinaka-malawak na ginagamit na species; mayroon itong mababang likido. Ito ay maginhawa upang mag-cast ng mga produkto na may mga tiyak na laki mula dito. Dahil hindi ito nangangailangan ng karagdagang pagproseso. Ang tanso ay isang haluang metal na tanso na may pagdaragdag ng sink. Karaniwan, ang halo ay 70% tanso, 30% sink. Minsan mayroong tanso na komposisyon ng 50 hanggang 50.

Ang mga plus ng tanso ay kinabibilangan ng mga sumusunod.
- Praktikalidad.
- Ang pagkakataong gumawa ng art casting sa bahay.
- Mataas na pagtutol sa mga kadahilanan sa kapaligiran.
- Halos di-kinakaingatan.
- Dali ng paghawak.
- Kahabaan ng buhay.
- Elektriko at thermal conductivity.


Ang tanso ay may mataas na proteksyon sa kaagnasan. Ginagamit ito bilang isang layer ng ibabaw ng iba pang mga metal sa paggawa ng mga istruktura ng metal.
Kasaysayan ng teknolohiya
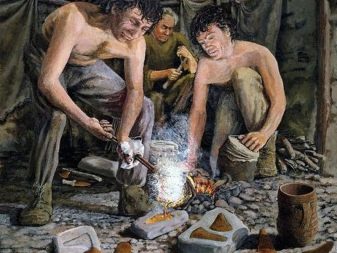
Ang paghahabol ng tanso, tulad ng tanso, ay lumitaw 12 libong taon na ang nakalilipas. Sa una, ang mga tool at dekorasyon ay ginawa mula sa mga materyales na ito, kalaunan pinggan at mga gamit sa bahay. Ang mga produktong tanso at mga item ng tanso ay malawakang ginagamit sa lahat ng mga lugar ng buhay. Ang mga unang pamamaraan para sa paggawa ng tanso at tanso na nagmula sa sinaunang panahon sa edad ng klasiko. Maraming mga masterpieces ng sining ng panahong iyon, maaari nating pagninilay-nilay hanggang sa araw na ito. Sa ngayon, ang mga fusible alloy na ito ay pangunahing ginagamit para sa paggawa ng pandekorasyon na mga item para sa dekorasyon at gawa ng sining.

Ang mga tanso na haluang metal na may pagdaragdag ng mga metal ay malawakang ginagamit sa paggawa ng:
- mga eskultura at souvenir;
- mga gratings at iba pang mga elemento ng bakod;
- mga bakod at pintuan;
- mga detalye sa loob;
- sa palamuti ng mga chandelier at sconces.


Sa paglipas ng panahon, pinabuting paraan ang iniksyon. At sa modernong mundo ito ay naging posible sa pag-smelting ng mga bahagi mula sa tanso at tanso hindi lamang sa isang pang-industriya na paraan, kundi pati na rin sa mga kondisyon sa domestic.
Mga Tampok
Ang paghahagis ng tanso ng tanso halos ay hindi naiiba sa teknolohiya mula sa paghahagis ng tanso. Narito ang mga subtleties ng proseso.
- Ang temperatura ng natutunaw na tanso ay medyo mababa, sa saklaw ng 880-965 C. Pinapayagan nito ang paggamit ng iba't ibang uri ng mga hurno. Kahit na isang gas burner, sapat na upang pumili ng mga pinggan na lumalaban sa init. Ngunit kung minsan ang temperatura ay nadagdagan sa 1070 C dahil sa mga additives (para sa maraming sangkap na tanso). Ang natutunaw na punto ng tanso ay mas mataas. Ang tanso na may lata ay may haluang metal na 900-95 ° C, habang ang tanso na walang lata ay may 950-11100 ° C. Ang mga haluang metal na tanso ay may mataas na lagkit, samakatuwid sila ay pinainit 100 na mas mataas upang mapabuti ang kalidad. Upang makatipid ng enerhiya, mas mahusay na gumamit ng induction o pinahiran na pugon.
- Ang pangunahing yugto ng paghahagis ay ang pagbubuhos ng matunaw sa isang hulma. Ang tagal ng proseso ay hindi dapat lumampas sa 2 minuto. Kung hindi man, magiging sira ang produkto. Ang mga split, burn, at junctions ay lilitaw. Ang item ay magiging permanenteng nasira at hindi magagamit. O kinakailangan ang karagdagang pagproseso.
- Para sa tanso ay dapat na magkatulad na unti-unting paglamig, nang walang paggamit ng mga espesyal na solusyon. Kapag pinalamig ang mga brawon, ginagamit ang mga coolant.
- Ang pangwakas na hakbang ay ang pagproseso ng tapos na bahagi. Nangangailangan ng pagtanggal ng mga bays, sprues, pressure. Upang panatilihing hindi nagbabago ang komposisyon, ang mga flux ay idinagdag sa haluang metal. Salamat sa kanila, posible na protektahan ang ibabaw ng matunaw at upang mabawasan ang komposisyon nito. Binabawasan nito ang mga pagtanggi sa tapos na produkto.




Mga kinakailangang kagamitan
Narito ang isang listahan ng mga pangunahing kagamitan para sa paggawa ng mga figure mula sa mga materyales na ito.
- Ang hulma ng Foundry. Ito ay gawa sa iba't ibang mga materyales.
- Mga Tongupang makuha ang natapos na bahagi sa hugis.
- Mapapako para sa pagtunaw ng singil sa loob nito. Ang materyal ng paglikha nito ay grapayt at luad.
- Mga kagamitan sa pag-init, mga hurno. Para sa pagtunaw ng tanso, maaaring gamitin ang isang sulo ng gas at isang lalagyan na lumalaban sa init.
- Iba't ibang mga materyales na sumusuporta: karbon, sungay.

Kinakailangan na gumamit ng isang mahigpit na pagkakasunud-sunod ng teknolohiya. Una ilagay ang krisikal sa hurno, pagkatapos ay maglagay ng metal sa loob ng mga piraso. Kapag ganap na natunaw, nagbabago ang kulay. Pagkatapos, gamit ang mga espesyal na kagamitan, ang isang krus ay kinuha sa labas ng hurno na may isang kawit at ang matunaw ay maingat na itinapon sa isang iniksyon na iniksyon. Matapos ang kumpletong paglamig, ang bahagi ay tinanggal gamit ang mga forceps at sumailalim sa pangwakas na pagproseso.

Pangkalahatang-ideya ng Modelong Foundry
Bago ka magsimulang mag-cast ng tapos na produkto, kailangan mo munang lumikha ng isang sketsa ng hinaharap na hugis. Ang pagguhit ay ginagawa ng mga espesyal na artista. Pagkatapos, ang isang paghahagis na magkaroon ng amag ay malilikha dito, kung saan ang pangunahing natutunaw ay ibinuhos. Ang paglikha ng isang magkaroon ng amag ay isang medyo mahirap at responsableng gawain. Para sa mga ito, ginagamit ang mga espesyal na komposisyon ng paghubog. Ang natapos na modelo ay gumaganap ng isang pangunahing papel sa buong proseso. Ang panloob na lukab nito ay dapat na isang eksaktong kopya ng tapos na produkto sa paghahagis ng pamumuhunan. Ang isang tinunaw na solusyon ay ibinubuhos sa ito, na pagkatapos, sa loob, ay pinapalamig at nakuha ang pangwakas na anyo nito.

Upang magbigay katatagan, upang sa panahon ng pag-agos ng matunaw sa amag ay hindi ito gumuho, gumamit ng mga flasks. Ito ay isang espesyal na kabit na gawa sa dalawang hugis-parihaba na mga bahagi ng pagkonekta, na katulad ng isang drawer. Karaniwan na gawa sa kahoy o playwud. Sa mga metal flasks, hindi lamang ang paglikha ng isang magkaroon ng amag ay naganap, kundi pati na rin ang paghahagis mismo. Ang mga modelo para sa paggawa ng tanso at tanso ay magagamit muli at itapon. Ito ay depende sa kung ano ang mga ito ay gawa sa.


Mga Materyales
Ivory, kahoy, dyipsum at polimer. Gayundin para sa paggawa ng reusable form gamit ang bakal. Ang ilan sa lahat ay gumagamit ng materyal na plastik upang lumikha ng isang modelo ng paghahagis.Sa bahay, ang natutunaw ay madalas na inihagis sa isang hindi nahihiwalay na hulma ng dyipsum. Matapos ang paglamig at solidification ng haluang metal sa natapos na figure, ang form ay maingat na nasira gamit ang isang espesyal na martilyo.

Mga konstruksyon
Sa istruktura, ang mga hulma ay maaaring maging sa tatlong uri.
- Natatanggal. Ito ay isang istraktura na binubuo ng dalawa o higit pang mga bahagi, na konektado sa isang tuwid o kumplikadong ibabaw. Disengaged upang makuha ang tapos na produkto. Karamihan sa mga madalas na ginagamit sa paggawa para magamit muli.
- Isang-piraso. Upang kunin ang tapos na bahagi ay nasira sa isang martilyo. Angkop para sa solong paggamit lamang. Ginagawa ito para sa isang tukoy na produkto ayon sa mga sketch. Madalas na ginagamit sa paggawa ng bahay. Ang dyipsum ay pinaka-angkop para sa paglikha ng naturang mga form.

- Espesyal. Ito ay isang kumplikadong paghuhulma o pattern ng skeletal. Nagtatampok ito ng isang sangkap na maraming sangkap. Ito ay nilikha para sa mga smelting figure ng kumplikadong disenyo.
Ang pangunahing mga subtleties ng paghahagis
Centrifugal na paghahagis
Gamit ang pamamaraang ito ng paghahagis, ang mga bahagi at kagamitan para sa mechanical engineering at iba pang mga pang-industriya na sangay ay ginawa. Ang batayan ng teknolohiya ay puwersa ng sentripugal. Lumilitaw ito dahil sa pag-ikot ng modelo ng foundry. Ang ganitong uri ng paghahagis ay pangunahing ginagamit para sa paggawa ng mga katawan ng rebolusyon. Ang paghuhulma ay maaaring isagawa ng mga makina na may patayo at pahalang na paghahagis. Sa mga makina na may pahalang na axis ng pag-ikot:
- pagsingit;
- bushings;
- singsing.

Sa mga makina na may isang vertical axis ng pag-ikot:
- mga tagabenta;
- mga gulong ng bulate;
- gears.


Sa panahon ng pag-agos ng tubig, ang nabubuo na pinaghalong ay siksik at ang mga ekstra na elemento ay pinilit.
Paghahagis ng sining
Sa bahay, gamitin ang pamamaraang ito ng paggawa ng tanso. Ngunit ang haluang haluang metal na ito ay may mataas na likido, kaya hindi ito ganap na pinupunan ang amag, hindi tulad ng isang haluang metal na haluang metal. Dahil dito, ang nilalayong pattern sa ibabaw ng bahagi ay malabo. Ginagamit ang barya upang magbigay kalinawan. Ito ay isang proseso sa halip na oras at oras. Ngunit sa parehong oras, ang pinaka-malikhaing sandali ng artistikong paghahagis. Ang kalidad ng pangwakas na uri ng produkto ay nakasalalay sa antas ng ginagawa ng minting.

Mga yugto ng paghahagis ng sining:
- paglikha ng isang sketsa at isang gumaganang pagguhit;
- paggawa ng mga istraktura para sa paglikha ng isang magkaroon ng amag;
- paggawa ng isang modelo ng pandayan;
- paghahanda ng modelo;
- singilin ang pagkatunaw;
- magkaroon ng amag sa paghahagis sa isang modelo ng paghahagis;
- paglamig;
- pagkuha mula sa modelo;
- pagproseso ng tapos na produkto sa isang gilingan, kung minsan ay ginagamit ang isang metal brush.






Ang mga natapos na indibidwal na sangkap ay pinagsama sa isang produkto, kung ayon sa pangwakas na plano dapat itong iisa, ngunit binubuo ng ilang mga bahagi. Pagkatapos ang proseso ng natapos na figure ay naproseso upang alisin ang mga menor de edad na pagkadilim, at sakop ng isang pang-itaas na proteksyon na layer.
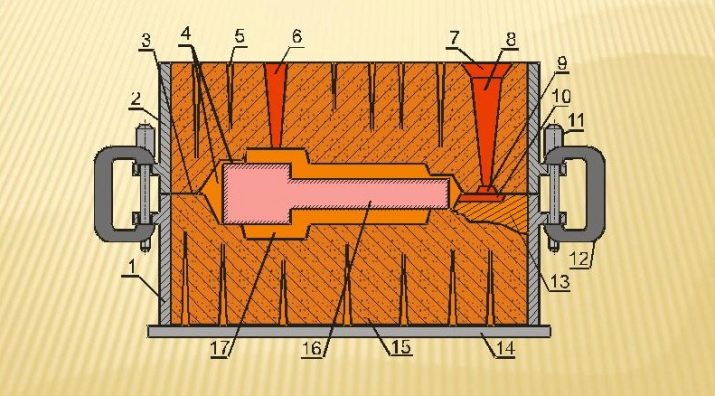
Paghubog ng iniksyon
Ang pamamaraan ng paghahagis na ito ay batay sa pagkakalantad sa labis, presyon ng vacuum. Ginagamit ang prinsipyo ng pindutin, ang natutunaw ay pinakain sa iniksyon na iniksyon sa pamamagitan ng labis na presyon. Ang pneumatic o hydraulic system ay kumikilos sa piston. Dahil sa mataas na bilis na kung saan ang natutunaw ng mataas na lagkit ay ibinibigay, ang labis na presyon ay nilikha, ang form ay ganap na napuno.
Pagkatapos, sa pamamagitan ng vacuum pagsipsip, ang masa ng amag ay dumadaloy sa lukab ng amag. Mayroon itong manipis na pader na napapaligiran ng malamig na tubig. Ang paglamig ay lumilipat mula sa mga gilid patungo sa gitna. Ang pag-urong ng natutunaw ay nangyayari sa isang tiyak na tagal ng panahon. Kung gayon ang normal na presyur, at ang labis na labi ng mga materyal na paghubog ay dumadaloy sa mga dingding.

Dahil sa pag-urong pagkatapos ng paglamig, ang produkto ay madaling tinanggal mula sa amag. Dahil sa automation, ang amag ay napuno ng matunaw sa mga praksyon ng isang segundo, na makabuluhang binabawasan ang oras ng pagmamanupaktura ng mga bahagi at isang walang pagsala na bentahe ng pamamaraang ito ng paghahagis. Anuman ang ginamit na pamamaraan ng paghahagis, ang pag-iingat sa kaligtasan ay dapat sundin sa paggawa ng mga produktong tanso at tanso.
- Kapag nagtatrabaho, kailangan mong gamitin mga baso ng kaligtasanupang maprotektahan ang iyong mga mata mula sa mga patak ng tinunaw na materyal at fume.
- Bago simulan ang isang aktibidad ay dapat ilagay sa mga guwantes mula sa mga espesyal na materyal na lumalaban sa init.
- Ang silid ay dapat na maaliwalas at maaliwalas., dahil kapag natutunaw ang mga haluang metal na ito, ang mga gas na nakakapinsala sa mga tao ay pinalalaya.
- Huwag payagan pakikipag-ugnay sa mga nasusunog na materyales at likido na may mga aparato sa pag-init.
- Kailangan mahigpit na sundin ang proseso ng teknolohiya. Yamang ang produksiyon na ito ay sa halip traumatiko.


Tingnan kung paano ang mga tanso na mga eskultura ay ginawa sa susunod na video.









