
Brons är en legering av koppar och tenn, ibland med tillsats av kisel, aluminium och bly. Det kan ha en annan färg, vilket beror på procentandelen av komponenterna. Det finns flera typer av brons:
- tenn;
- aluminium;
- leda.


Tennbrons är den mest använda arten, den har låg fluiditet. Det är bekvämt att gjuta produkter med specifika storlekar från det. Eftersom det inte behöver ytterligare behandling. Mässing är en legering av koppar med tillsats av zink. Vanligtvis är blandningen 70% koppar, 30% zink. Ibland finns det mässingskomposition på 50 till 50.

Plusserna av brons inkluderar följande.
- Praktiskhet.
- Möjligheten att göra konstgjutning hemma.
- Hög motståndskraft mot miljöfaktorer.
- Nästan icke-frätande.
- Enkel hantering.
- Hållbarhet.
- Elektrisk och termisk konduktivitet.


Mässing har högt korrosionsskydd. Det används som ett ytskikt av andra metaller vid tillverkning av metallstrukturer.
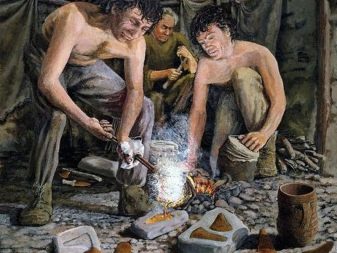
Teknologins historia
Gjutande mässing, som brons, dök upp för 12 tusen år sedan. Till att börja med gjordes verktyg och dekorationer av dessa material, senare rätter och hushållsartiklar. Bronsprodukter och mässingsvaror användes allmänt inom alla livsområden. De första metoderna för att tillverka brons och mässing har sitt ursprung i forntiden i klassismens tid. Många mästerverk av konst från den eran kan vi tänka på i dag. För närvarande används dessa smältbara legeringar främst för tillverkning av dekorativa föremål för dekor och konstverk.

Kopparlegeringar med tillsats av metaller används allmänt för produktion av:
- skulpturer och souvenirer;
- galler och andra delar av staket;
- staket och grindar;
- inredningsdetaljer;
- i dekoration av ljuskronor och lampetter.


Med tiden förbättrades injektionsmetoden. Och i den moderna världen har det blivit möjligt att smälta delar från brons och mässing inte bara på ett industriellt sätt, utan också i hushållsförhållanden.
funktioner
Gjutning av mässingskonst skiljer sig nästan inte i teknik från gjutbrons. Här är processens subtilitet.
- Mässingens smälttemperatur är ganska låg, i intervallet 880-965 C. Detta möjliggör användning av olika typer av ugnar. Till och med en gasbrännare räcker det att välja värmebeständiga rätter. Men ibland höjs temperaturen till 1070 ° C på grund av tillsatser (för multikomponent mässing). Bronsens smältpunkt är högre. Koppar med tenn har en legering på 900–950 ° C, medan brons utan tenn har 950–1100 ° C. Bronslegeringar har hög viskositet, därför värms de upp 100 högre för att förbättra kvaliteten. För att spara energi är det bättre att använda induktions- eller degelugnar.
- Huvudstadiet för gjutning är att hälla smältan i en form. Processens längd får inte överstiga 2 minuter. Annars kommer produkten att vara defekt. Delningar, brännskador och korsningar visas. Varan kommer att vara permanent skadad och oanvändbar. Eller ytterligare behandling krävs.
- För mässing ska det ske enhetlig gradvis kylning utan användning av speciallösningar. Vid kylning av brons används kylmedel.
- Det sista steget är bearbetningen av den färdiga delen. Kräver avlägsnande av vikar, granar, tryck. För att hålla kompositionen oförändrad läggs flöden till legeringen. Tack vare dem är det möjligt att skydda ytan på smältan och avgasa dess sammansättning. Detta minskar avvisningarna på den färdiga produkten.




Nödvändig utrustning
Här är en lista över huvudutrustningen för att göra figurer av dessa material.
- Gjutform. Den är gjord av olika material.
- tängerför att få den färdiga delen ur formen.
- degel för att smälta laddningen i den. Materialet i skapandet är grafit och lera.
- Värmeutrustning, ugnar. För mässingssmältning kan en gaslampa och en värmebeständig behållare användas.
- Olika stödmaterial: kol, horn.

Det är nödvändigt att använda en strikt sekvens av teknik. Lägg först degeln på ugnen, lägg sedan metall i den med bitar. När den är helt smält ändrar blandningen färg. Sedan, med specialutrustning, tas en degel ur ugnen med en krok och smältan gjuts försiktigt i en injektionsform. Efter fullständig kylning avlägsnas delen med hjälp av pincett och utsätts för slutbehandling.

Gjutningsmodellöversikt
Innan du börjar gjuta den färdiga produkten, måste du först skapa en skiss av den framtida formen. Ritningen görs av specialkonstnärer. Sedan skapas en gjutform på den, i vilken huvudsmältan hälls. Att skapa en form är en ganska mödosam och ansvarsfull uppgift. För detta används speciella gjutkompositioner, verktyg och anordningar. Den färdiga modellen spelar en viktig roll i hela processen. Dess inre hålighet bör vara en exakt kopia av den färdiga produkten vid investeringsgjutning. En smält lösning hälls i den, som sedan är inuti, kyls ned och får sin slutliga form.

För att ge stabilitet, så att det inte flyter ut från smältan till formen, använd kolvar. Detta är en speciell armatur tillverkad av två rektangulära anslutningsdelar, liknande en låda. Vanligtvis gjord av trä eller plywood. I metallkolvar sker inte bara formen utan också gjutningen. Modeller för tillverkning av mässing och brons är återanvändbara och engångsbruk. Det beror på vad de är gjorda av.


material
Elfenben, trä, gips och polymerer. Även för tillverkning av återanvändbara former med stål. Minst av allt använder plastmaterial för att skapa en gjutningsmodell.Hemma gjuts smältan oftast i en icke-separerbar gipsform. Efter kylning och stelning av legeringen till den färdiga figuren bryts formen försiktigt med en speciell hammare.

utformning
Strukturellt kan formar vara av tre typer.
- Plug-in. Detta är en struktur som består av två eller flera delar, anslutna i en rak eller komplex yta. Frånkopplad för att hämta den färdiga produkten. Oftast används i produktion för återanvändbar användning.
- Ett stycke. För att extrahera den färdiga delen bryts med en hammare. Lämplig endast för engångsbruk. Den är gjord för en specifik produkt enligt skisser. Ofta används i hemmaproduktion. Gips är bäst lämpad för att skapa sådana former.

- speciell. Detta är en komplex form- eller skelettmönster. Den har en komponent med flera komponenter. Det är skapat för smältsiffror med komplex design.
De viktigaste subtiliteterna i gjutning
Centrifugalgjutning
Med hjälp av denna gjutningsmetod tillverkas delar och utrustning för maskinteknik och andra industriella grenar. Grunden för tekniken är centrifugalkraft. Det visas på grund av rotationen av gjuterimodellen. Denna typ av gjutning används främst för tillverkning av revolutionerande kroppar. Gjutning kan utföras av maskiner med vertikal och horisontell gjutning. På maskiner med en horisontell rotationsaxel:
- skär;
- bussningar;
- ringen.

På maskiner med en vertikal rotationsaxel:
- propellrar;
- maskhjul;
- växel.


Under tidvattenflödet komprimeras den formbara blandningen och främmande element tvingas ut.
Konstgjutning
Hemma använder du denna metod för tillverkning av brons. Men denna kopparlegering har hög fluiditet, så den fyller inte formen helt, till skillnad från en mässingslegering. På grund av detta är det avsedda mönstret på delens yta suddigt. Mynt används för att ge tydlighet. Detta är en ganska tidskrävande och tidskrävande process. Men samtidigt, det mest kreativa ögonblicket för konstgjutning. Kvaliteten på den slutgiltiga produkttypen beror på graden av utfört mynt.

Scener av konstgjutning:
- skapande av en skiss och en fungerande ritning;
- tillverkning av strukturer för att skapa en form;
- produktion av en gjuterimodell;
- modellberedning;
- laddningssmältning;
- formgjutning till en gjutningsmodell;
- kylning;
- extraktion från modellen;
- bearbeta den färdiga produkten med en kvarn, ibland används en metallborste.






Färdiga enskilda komponenter kombineras till en produkt, om den enligt den slutliga planen skulle vara enkel men bestående av flera delar. Därefter bearbetas den resulterande färdiga figuren för att ta bort mindre brister och täckas med ett övre skyddande lager.
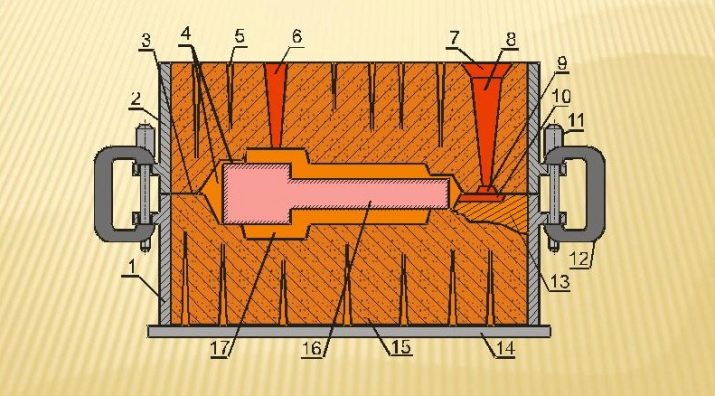
Formsprutning
Denna gjutningsmetod är baserad på exponering för överskott av vakuumtryck. Pressens princip används, smältan matas in i injektionsformen med övertryck. Det pneumatiska eller hydrauliska systemet verkar på kolven. På grund av den höga hastigheten med vilken smältan med hög viskositet tillförs skapas överskottstryck, formen fylls fullständigt.
Sedan, genom vakuumabsorption, flyter formmassan in i formhålan. Den har tunna väggar omgiven av kallt vatten. Kylningen rör sig från kanterna till mitten. Tillbakadragning av smältan sker under en viss tidsperiod. Sedan normaliseras trycket, och överskott av rester av formmaterialet flödar nerför väggarna.

På grund av krympning efter kylning tas produkten lätt bort från formen. På grund av automatisering fylls formen med smältan i fraktioner av en sekund, vilket avsevärt reducerar tillverkningstiden för delar och är en tveksam fördel med denna gjutningsmetod. Oavsett vilken gjutningsmetod som används måste säkerhetsåtgärder iakttas vid tillverkning av brons- och mässingsprodukter.
- När du arbetar måste du använda skyddsglasögonför att skydda dina ögon från droppar smält material och ångor.
- Innan en aktivitet börjar ta på handskar från speciellt värmebeständigt material.
- Rummet ska vara väl ventilerat och ventilerat., eftersom vid smältning av dessa legeringar frigörs gaser som är skadliga för människor.
- Tillåt inte kontakt med brandfarliga material och vätskor med uppvärmningsanordningar.
- behovet följ strikt processtekniken. Eftersom denna produktion är ganska traumatisk.


Se hur bronsskulpturerna är gjorda i nästa video.









