
Брон је легура бакра и калаја, понекад са додатком силицијума, алуминијума и олова. Може имати различиту боју, што зависи од процента компоненти. Постоји неколико врста бронце:
- косити;
- алуминијум;
- олово.


Лименка бронза је најчешће коришћена врста и има ниску течност. Погодно је да се из њега бацају производи специфичних величина. Пошто му није потребна додатна обрада. Месинг је легура бакра са додатком цинка. Обично је смеша 70% бакра, 30% цинка. Понекад постоји месингани састав од 50 до 50.

Плугови бронце укључују следеће.
- Практичност.
- Прилика да направите ликовни кастинг код куће.
- Висока отпорност на факторе из окружења.
- Скоро некорозивно.
- Једноставност руковања.
- Дуговјечност.
- Електрична и топлотна проводљивост.


Месинг има високу заштиту од корозије. Користи се као површински слој других метала у производњи металних конструкција.
Историја технологије
Лијевање месинга, попут бронзе, појавило се пре 12 хиљада година. У почетку су се од тих материјала израђивали алати и украси, касније посуђе и кућни предмети. Бронасти производи и месинга широко су се користили у свим областима живота. Прве методе израде бронзе и месинга настале су у древно доба у доба класицизма. Многа ремек дела уметности тог доба можемо да замислимо и до данас. Тренутно се ове топљиве легуре углавном користе за израду украсних предмета за декор и уметничка дела.

Легуре бакра са додатком метала нашироко се користе у производњи:
- скулптуре и сувенири;
- решетке и други елементи ограде;
- ограде и капије;
- детаљи ентеријера;
- у украсу лустера и брава.


Временом се метода убризгавања побољшавала. А у савременом свету је постало могуће топити делове из бронзе и месинга не само на индустријски начин, већ и у домаћим условима.
Карактеристике
Ливење у облику месинга готово се не разликује у технологији од ливења бронце. Ево суптилности процеса.
- Температура топљења месинга је прилично ниска, у распону од 880-965 Ц. То омогућава употребу различитих врста пећи. Чак и гасни пламеник, довољно је одабрати посуђе отпорне на топлоту. Али понекад се температура повећава на 1070 Ц због додатака (за вишекомпонентне месинге). Тачка топљења бронце је већа. Легура има бакар са коситром 900–950 ° Ц, а за бронзу без калаја 950–1100 ° Ц. Бронзане легуре имају високу вискозност, па се греју 100 више да побољшају квалитет. Да бисте уштедјели енергију, боље је користити индукцијске или лончке пећи.
- Главна фаза ливења је уливање талине у калуп. Трајање поступка не би требало да пређе 2 минута. У супротном, производ ће бити неисправан. Појавиће се расцепи, опекотине и спојеви. Артикал ће бити трајно оштећен и неупотребљив. Или је потребна додатна обрада.
- За месинг би требало да постоји једнолично постепено хлађење, без употребе специјалних раствора. За хлађење бронза користе се расхладне течности.
- Завршни корак је обрада готовог дела. Захтева уклањање лежишта, струга, притиска. Да би састав остао непромењен, легури се додају флукс. Захваљујући њима, могуће је заштитити површину талине и дегасирати њен састав. На тај начин се смањују одбацивања на готовом производу.




Потребна опрема
Ево листе главне опреме за израду фигура из ових материјала.
- Калуп за лив. Израђен је од разних материјала.
- Кљоведа бисте добили готов део из форме.
- Цруцибле за топљење набоја у њему. Материјал његовог стварања је графит и глина.
- Опрема за грејање, пећи. За топљење месинга може се користити гасна бакља и посуда отпорна на топлоту.
- Различити пратећи материјали: угљен, рог.

Потребно је користити строги редослед технологије. Прво поставите лончић на пећ, а затим ставите метал у њега комадима. Када се потпуно растопи, смеша мења боју. Затим се помоћу специјалне опреме лончић извади из пећи куком и талина се пажљиво убаци у калуп за убризгавање. Након потпуног хлађења, део се одстрањује хватаљкама и подвргава се завршној обради.

Преглед модела ливнице
Пре него што почнете да бацате готов производ, прво морате да направите скицу будућег облика. Цртеж раде посебни уметници. Тада ће се на њему створити калуп за ливење, у који се сипа главни талин. Израда калупа је прилично напоран и одговоран задатак. За то се користе посебне композиције за обликовање, алати и уређаји. Готов модел игра велику улогу у читавом процесу. Његова унутрашња шупљина треба да буде тачна копија готовог производа у инвестиционом ливењу. У њу се сипа растопљени раствор који се након тога, боравком у унутрашњости, хлади и поприма свој коначни облик.

Да би се добила стабилност, тако да се током излива талине у калуп не уруши, користите тиквице. Ово је специјално учвршћење направљено од два правоугаона спојна дела, слична фиоци. Обично од дрвета или шперплоче. У металним бочицама не ствара се само калуп, већ и сам одлив. Модели за производњу месинга и бронзе су за вишекратну употребу и за једнократну употребу. Зависи од чега су направљени.


Материјали
Слоновача, дрво, гипс и полимери. Такође за производњу облика за вишекратну употребу са челиком. Најмање сви користе пластични материјал за креирање модела ливења.Код куће, растопина се најчешће излива у гипс одвојиви калуп. Након хлађења и очвршћивања легуре у готову фигуру, образац се пажљиво разбије посебним чекићем.

Конструкције
Конструктивно, калупи могу бити три врсте.
- Одвојива. Ово је структура која се састоји од два или више делова, повезаних у равној или сложеној површини. Искључен за преузимање готовог производа. Најчешће се користи у производњи за вишекратну употребу.
- Једноделно. Да би се извукао готови део разбије се чекићем. Погодно само за једнократну употребу. Израђен је за одређени производ према скицама. Често се користи у домаћој производњи. Гипс је најприкладнији за израду таквих облика.

- Посебна. Ово је сложен калупни или скелетни образац. Садржи вишекомпонентну компоненту. Створен је за топљење фигура сложеног дизајна.
Главне суптилности кастинга
Центрифугално ливење
Помоћу ове методе ливења производе се делови и опрема за машинство и друге индустријске гране. Основа технологије је центрифугална сила. Појављује се због ротације модела ливнице. Ова врста ливења користи се углавном за израду тела револуције. Калупљење се може извести машинама вертикалног и хоризонталног ливења. На машинама са хоризонталном ос ротације:
- умеци;
- чахуре;
- прстенови.

На машинама са вертикалном ротацијом:
- пропелери;
- црв фелне;
- зупчаници.


Током плима плима, мешавина која се може обликовати збија се и вањски елементи се истискују.
Арт цастинг
Код куће користите ову методу израде бронзе. Али ова легура бакра има високу флуидност, тако да не испуњава у потпуности калуп за разлику од легуре месинга. Због тога је предвиђени узорак на површини дела замућен. Кованица се користи да би се постигла јасноћа. Ово је прилично дуготрајан и дуготрајан процес. Али уједно и најкреативнији тренутак уметничког кастинга. Квалитет финалне врсте производа зависи од нивоа ковања.

Фазе ликовног стварања:
- израда скице и радног цртежа;
- израда конструкција за стварање калупа;
- израда ливничког модела;
- припрема модела;
- топљење набоја;
- ливење калупа у модел за ливење;
- хлађење;
- извлачење из модела;
- обраду готовог производа брусилицом; понекад се користи метална четка.






Готове појединачне компоненте комбинирају се у један производ, ако према коначном плану треба бити појединачан, али састоји се од више дијелова. Затим се добијена готова фигура обрађује како би се уклониле мање несавршености и прекрива горњим заштитним слојем.
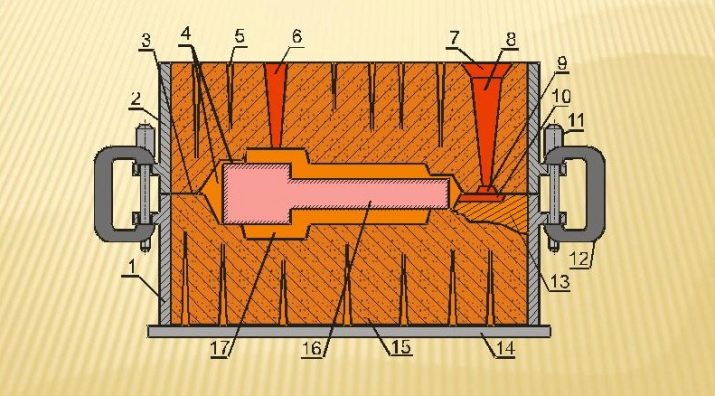
Бризгавање
Ова метода ливења заснива се на изложености вишку, вакуум притиску. Коришћен је принцип преше, талина се под вишком притиска доводи у калуп за убризгавање. Пнеуматски или хидраулични систем делује на клип. Због велике брзине којом се испоручује талина високе вискозности, ствара се вишак притиска, образац се у потпуности испуњава.
Тада се помоћу вакуум апсорпције маса калупа улива у шупљину калупа. Има танке зидове окружене хладном водом. Хлађење се креће од ивица ка центру. Увлачење талине догађа се током одређеног временског периода. Тада се притисак нормализује, а вишак остатака материјала за ливење одлива се низ зидове.

Услед скупљања након хлађења, производ се лако уклања из калупа. Захваљујући аутоматизацији, калуп се у делићима секунде пуни талином, што значајно смањује време израде делова и несумњива је предност ове методе ливења. Без обзира на методу ливења, приликом израде производа од бронзе и месинга морају се поштовати мере предострожности.
- Када радите, морате да користите сигурносне наочареда заштитите очи од капи растопљеног материјала и испарења.
- Пре започињања активности треба ставите рукавице од специјалног материјала отпорног на топлоту.
- Простор треба добро проветрити и проветрити., пошто се током топљења ових легура ослобађају штетни за људе гасове.
- Не дозволите контакт запаљивих материјала и течности са грејним уређајима.
- Потреба стриктно следити технологију процеса. Пошто је ова продукција прилично трауматична.


Погледајте како су направљене брончане скулптуре у следећем видеу.









