
Bronse er en legering av kobber og tinn, noen ganger med tilsetning av silisium, aluminium og bly. Den kan ha en annen farge, som avhenger av prosentandelen av komponenter. Det er flere typer bronse:
- tinn;
- aluminium;
- lede.


Tinnbronse er den mest brukte arten, den har lav flyt. Det er praktisk å støpe produkter med spesifikke størrelser derfra. Siden den ikke trenger videre behandling. Messing er en legering av kobber med tillegg av sink. Typisk er blandingen 70% kobber, 30% sink. Noen ganger er det messing sammensetning på 50 til 50.

Plussene av bronse inkluderer følgende.
- Praktiske.
- Muligheten til å gjøre kunststøping hjemme.
- Høy motstand mot miljøfaktorer.
- Nesten ikke-etsende.
- Enkel håndtering.
- Holdbarhet.
- Elektrisk og termisk ledningsevne.


Messing har høy korrosjonsbeskyttelse. Det brukes som et overflatelag av andre metaller ved fremstilling av metallkonstruksjoner.
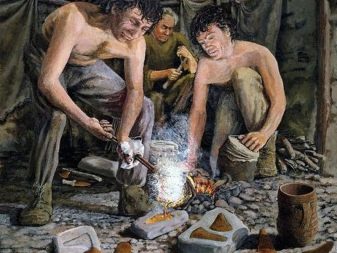
Teknologiens historie
Støping av messing, som bronse, dukket opp for 12 tusen år siden. Først ble verktøy og dekorasjoner laget av disse materialene, senere servise og husholdningsartikler. Bronseprodukter og messingvarer ble mye brukt i alle livsområder. De første metodene for å lage bronse og messing oppsto i den eldgamle epoken i klassisismen. Mange mesterverk fra den tiden, kan vi tenke på i dag. For øyeblikket brukes disse smeltbare legeringene hovedsakelig til fremstilling av dekorative gjenstander til dekor og kunstverk.

Kobberlegeringer med tilsetning av metaller er mye brukt i produksjonen av:
- skulpturer og suvenirer;
- rister og andre elementer av gjerder;
- gjerder og porter;
- interiørdetaljer;
- i dekorasjonen av lysekroner og lampetter.


Over tid ble injeksjonsmetoden forbedret. Og i den moderne verden har det blitt mulig å smelte deler fra bronse og messing ikke bare på en industriell måte, men også i hjemlige forhold.
funksjoner
Støping av messingkunst skiller nesten ikke teknologien fra støping av bronse. Her er subtilitetene i prosessen.
- Smeltetemperaturen til messing er ganske lav, i området 880-965 C. Dette tillater bruk av forskjellige typer ovner. Selv en gassbrenner, er det nok å velge varmebestandige retter. Men noen ganger økes temperaturen til 1070 C på grunn av tilsetningsstoffer (for flerkomponent messing). Smeltepunktet for bronse er høyere. Kobber med tinn har en legering på 900–950 ° C, mens bronse uten tinn har 950–1100 ° C. Bronslegeringer har høy viskositet, derfor varmes de opp 100 høyere for å forbedre kvaliteten. For å spare energi er det bedre å bruke induksjon eller diggelovner.
- Hovedstadiet i støping er å helle smelten i en form. Varigheten av prosessen bør ikke overstige 2 minutter. Ellers vil produktet være mangelfullt. Splits, brannskader og veikryss vises. Varen vil være permanent skadet og ubrukelig. Eller ytterligere behandling er nødvendig.
- For messing skal det være jevn gradvis avkjøling, uten bruk av spesielle løsninger. Ved kjøling av bronse brukes kjølevæsker.
- Det siste trinnet er behandlingen av den ferdige delen. Krever fjerning av bukter, gran, trykk. For å holde sammensetningen uendret tilsettes flukser til legeringen. Takket være dem er det mulig å beskytte overflaten på smelten og å avgass dens sammensetning. Dette reduserer avslag på det ferdige produktet.




Nødvendig utstyr
Her er en liste over hovedutstyr for å lage figurer fra disse materialene.
- Støperi mold. Den er laget av forskjellige materialer.
- tangfor å få den ferdige delen ut av form.
- digel for å smelte ladningen i den. Materialet i skapelsen er grafitt og leire.
- Varmeutstyr, ovner. For messingsmelting kan en gassbrenner og en varmebestandig beholder brukes.
- Ulike støttematerialer: kull, horn.

Det er nødvendig å bruke en streng sekvens av teknologi. Sett først digelen på ovnen, og legg deretter metall i den med biter. Når den er smeltet fullstendig, endrer blandingen farge. Deretter, med spesialutstyr, tas en digel ut av ovnen med en krok og smelten støpes forsiktig i en injeksjonsform. Etter fullstendig avkjøling fjernes delen ved å bruke tang og underkastes sluttbehandling.

Foundry Model Oversikt
Før du begynner å støpe det ferdige produktet, må du først lage en skisse av fremtidig form. Tegningen er gjort av spesielle artister. Deretter vil det bli laget en støpeform på den, hvor hovedsmeltingen helles. Å lage en form er en ganske arbeidskrevende og ansvarlig oppgave. For dette brukes spesielle støpekomposisjoner, verktøy og enheter. Den ferdige modellen spiller en stor rolle i hele prosessen. Det indre hulrommet skal være en nøyaktig kopi av det ferdige produktet i investeringsstøping. En smeltet løsning helles i den, som senere er inne, avkjøles og får sin endelige form.

For å gi stabilitet, slik at det ikke når det smelter ut i formen, faller sammen, bruk kolber. Dette er en spesiell armatur laget av to rektangulære forbindelsesdeler, lik en skuff. Vanligvis laget av tre eller kryssfiner. I metallkolber foregår ikke bare dannelsen av en form, men også selve støpingen. Modeller for fremstilling av messing og bronse er gjenbrukbare og engangsbruk. Det kommer an på hva de er laget av.


materialer
Elfenben, tre, gips og polymerer. Også for fremstilling av gjenbrukbare former ved bruk av stål. Minst av alt bruker plastmateriale for å lage en støpemodell.Hjemme støpes smelten oftest i en ikke-separerbar gipsform. Etter avkjøling og størkning av legeringen til den ferdige figuren brytes formen forsiktig med en spesiell hammer.

utforming
Strukturelt kan muggsopp være av tre typer.
- Plug-in. Dette er en struktur som består av to eller flere deler, forbundet i en rett eller kompleks overflate. Frakoblet for å hente det ferdige produktet. Oftest brukt i produksjon for gjenbrukbar bruk.
- Body. For å trekke den ferdige delen er ødelagt med en hammer. Passer kun til engangsbruk. Det er laget for et spesifikt produkt i henhold til skisser. Ofte brukt i hjemmeproduksjon. Gips er best egnet for å lage slike former.

- spesiell. Dette er et komplekst støpe- eller skjelettmønster. Den har en flerkomponentkomponent. Den er skapt for smeltefigurer med kompleks design.
De viktigste finessene til avstøpning
Sentrifugalstøping
Ved å bruke denne støpemetoden produseres deler og utstyr til maskinteknikk og andre industrigrener. Grunnlaget for teknologien er sentrifugalkraft. Det vises på grunn av rotasjonen av støperimodellen. Denne typen støping brukes hovedsakelig til fremstilling av revolusjonslegemer. Støping kan utføres av maskiner med vertikal og horisontal støping. På maskiner med en horisontal rotasjonsakse:
- innsatser;
- ermet;
- ring.

På maskiner med en vertikal rotasjonsakse:
- propeller;
- ormen hjul;
- gear.


Under tidevannet blir den formbare blandingen komprimert og fremmede elementer blir presset ut.
Kunststøping
Hjemme bruker du denne metoden for å produsere bronse. Men denne kobberlegeringen har høy flyt, så den fyller ikke formen helt, i motsetning til en messinglegering. På grunn av dette er det tiltenkte mønsteret på overflaten av delen uskarpt. Mynt brukes til å gi klarhet. Dette er en ganske tidkrevende og tidkrevende prosess. Men samtidig det mest kreative øyeblikket av kunstnerisk avstøpning. Kvaliteten på den endelige typen produkt avhenger av utførte nivåer.

Scener av kunststøping:
- oppretting av en skisse og en arbeidstegning;
- produksjon av konstruksjoner for å lage en form;
- produksjon av en støperimodell;
- modell forberedelse;
- ladesmelting;
- mold støping til en støping modell;
- kjøling;
- utvinning fra modellen;
- prosessering av det ferdige produktet med en kvern, noen ganger brukes en metallbørste.






Ferdige individuelle komponenter kombineres til ett produkt, hvis det i henhold til den endelige planen skal være enkelt, men bestående av flere deler. Deretter behandles den resulterende ferdige figuren for å fjerne mindre ufullkommenheter, og dekkes med et øvre beskyttende lag.
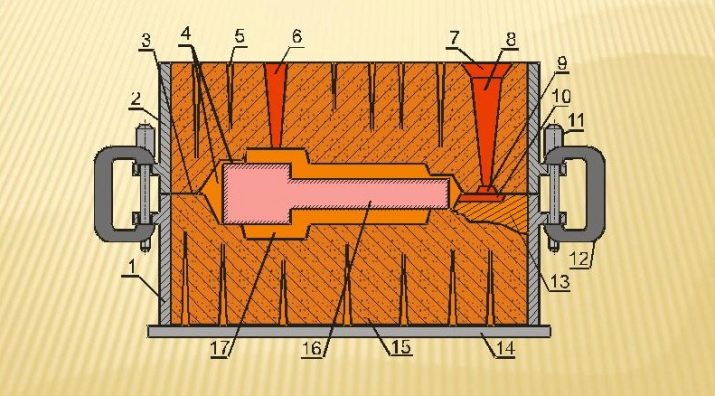
Innsprøyting
Denne støpemetoden er basert på eksponering for overflødig vakuumtrykk. Prinsippet for pressen blir brukt, smelten føres inn i injeksjonsformen ved overflødig trykk. Det pneumatiske eller hydrauliske systemet virker på stempelet. På grunn av den høye hastigheten som smelten med høy viskositet tilføres, skapes overflødig trykk, og formen fylles fullstendig.
Så, ved vakuumabsorpsjon, strømmer formmassen inn i formhulen. Den har tynne vegger omgitt av kaldt vann. Kjøling beveger seg fra kantene til midten. Tilbaketrekking av smelten skjer over en viss periode. Da normaliseres trykket, og overflødige rester av støpematerialet strømmer nedover veggene.

På grunn av krymping etter avkjøling fjernes produktet lett fra formen. På grunn av automatisering blir formen fylt med smelten i brøkdeler av et sekund, noe som reduserer produksjonstiden for deler betydelig og er en utvilsom fordel med denne støpemetoden. Uansett hvilken støpemetode som brukes, må sikkerhetsforholdsregler overholdes ved fremstilling av bronse og messingprodukter.
- Når du jobber, må du bruke vernebrillerfor å beskytte øynene dine mot dråper smeltet materiale og røyk.
- Før du starter en aktivitet bør ta på hansker fra spesielt varmebestandig materiale.
- Rommet skal være godt ventilert og ventilert.fordi siden smelting av disse legeringene frigjøres gasser som er skadelige for mennesker.
- Ikke tillat kontakt av brennbare materialer og væsker med varmeutstyr.
- behov følg strengt med prosessteknologien. Siden denne produksjonen er ganske traumatisk.


Se hvordan bronseskulpturene er laget i neste video.









