
Bronza ir vara un alvas sakausējums, dažreiz pievienojot silīciju, alumīniju un svinu. Tam var būt atšķirīga krāsa, kas ir atkarīga no sastāvdaļu procentuālās daļas. Ir vairāki bronzas veidi:
- alva;
- alumīnijs;
- svinu.


Alvas bronza ir visplašāk izmantotā suga, tai ir zema plūstamība. No tā ir ērti izgatavot izstrādājumus ar noteiktiem izmēriem. Tā kā tai nav nepieciešama turpmāka apstrāde. Misiņš ir vara sakausējums, pievienojot cinku. Parasti maisījumā ir 70% vara, 30% cinka. Dažreiz ir misiņa sastāvs no 50 līdz 50.

Bronzas plusi ir šādi.
- Praktiskums.
- Iespēja veikt mākslas liešanu mājās.
- Augsta izturība pret vides faktoriem.
- Gandrīz nav kodīgs.
- Vienkārša rīcība.
- Ilgmūžība.
- Elektriskā un siltuma vadītspēja.


Misiņam ir augsta aizsardzība pret koroziju. To izmanto kā citu metālu virsmas slāni metāla konstrukciju ražošanā.
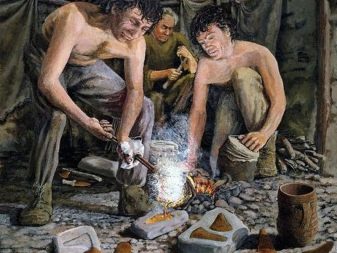
Tehnoloģiju vēsture
Misiņa liešana, tāpat kā bronza, parādījās pirms 12 tūkstošiem gadu. Sākumā no šiem materiāliem tika izgatavoti instrumenti un rotājumi, vēlāk trauki un sadzīves priekšmeti. Bronzas izstrādājumi un misiņa izstrādājumi tika plaši izmantoti visās dzīves jomās. Pirmās bronzas un misiņa izgatavošanas metodes radās senajā klasicisma laikmetā. Daudzus laikmeta mākslas šedevrus mēs varam apsvērt līdz šai dienai. Pašlaik šos kausētos sakausējumus galvenokārt izmanto dekoru un mākslas darbu dekoratīvu priekšmetu ražošanā.

Vara sakausējumi ar metālu piedevu tiek plaši izmantoti ražošanā:
- skulptūras un suvenīri;
- režģi un citi žogu elementi;
- žogi un vārti;
- interjera detaļas;
- lustru un sienas rotājumos.


Laika gaitā injekcijas metode tika uzlabota. Mūsdienu pasaulē ir kļuvis iespējams kausēt detaļas no bronzas un misiņa ne tikai rūpnieciskā veidā, bet arī sadzīves apstākļos.
Īpašības
Misiņa mākslas liešana gandrīz neatšķiras no bronzas liešanas tehnoloģijām. Šeit ir aprakstīti procesa smalkumi.
- Misiņa kušanas temperatūra ir diezgan zema, diapazonā no 880 līdz 965 C. Tas ļauj izmantot dažāda veida krāsnis. Pat ar gāzes degli pietiek ar karstumizturīgu trauku izvēli. Bet dažreiz piedevu dēļ temperatūra tiek paaugstināta līdz 1070 C (daudzkomponentu misiņam). Bronzas kušanas temperatūra ir augstāka. Vara ar alvu sakausējums ir no 900 līdz 950 ° C, savukārt bronzas bez alvas - ar 950–1100 ° C. Bronzas sakausējumiem ir augsta viskozitāte, tāpēc, lai uzlabotu kvalitāti, tie tiek uzkarsēti 100 augstāk. Lai taupītu enerģiju, labāk ir izmantot indukcijas vai tīģeļa krāsnis.
- Liešanas galvenais posms ir kausējuma ieliešana veidnē. Procesa ilgums nedrīkst pārsniegt 2 minūtes. Pretējā gadījumā izstrādājums būs bojāts. Parādīsies šķelšanās, apdegumi un krustojumi. Prece tiks neatgriezeniski sabojāta un nelietojama. Vai arī ir nepieciešama papildu apstrāde.
- Misiņam vajadzētu būt vienmērīgai pakāpeniskai dzesēšanai, neizmantojot īpašus risinājumus. Atdzesējot bronzas, tiek izmantoti dzesēšanas šķidrumi.
- Pēdējais solis ir gatavās daļas apstrāde. Nepieciešama nodalījumu, šprotu, spiediena noņemšana. Lai saglabātu sastāvu nemainīgu, sakausējumam pievieno plūsmas. Pateicoties viņiem, ir iespējams aizsargāt kausējuma virsmu un atgāzt tās sastāvu. Tas samazina gatavā produkta noraidījumus.




Nepieciešamais aprīkojums
Šeit ir saraksts ar galveno aprīkojumu figūru izgatavošanai no šiem materiāliem.
- Liešanas veidne. Tas ir izgatavots no dažādiem materiāliem.
- Knaibleslai iegūtu gatavo daļu no formas.
- Tīģelis lādiņa izkausēšanai tajā. Tās izveidošanas materiāls ir grafīts un māls.
- Apkures aprīkojums, krāsnis. Misiņa kausēšanai var izmantot gāzes lodlampa un karstumizturīgu trauku.
- Dažādi atbalsta materiāli: ogles, rags.

Ir nepieciešams izmantot stingru tehnoloģiju secību. Vispirms tīģeli ielieciet uz krāsns, pēc tam tajā ievietojiet metālu ar gabaliņiem. Kad maisījums ir pilnībā izkusis, tas maina krāsu. Pēc tam, izmantojot īpašu aprīkojumu, tīģeli ar āķi izvada no krāsns un kausējumu uzmanīgi ielej iesmidzināšanas veidnē. Pēc pilnīgas atdzesēšanas daļu noņem, izmantojot knaibles, un pakļauj galīgai apstrādei.

Lietuvju modeļa pārskats
Pirms sākat gatavās produkcijas liešanu, vispirms jāizveido nākotnes formas skice. Zīmējumu veido speciāli mākslinieki. Pēc tam uz tā tiks izveidota liešanas forma, kurā ielej galveno kausējumu. Veidnes izveidošana ir diezgan darbietilpīgs un atbildīgs uzdevums. Šim nolūkam tiek izmantotas īpašas formēšanas kompozīcijas, instrumenti un ierīces. Gatavam modelim ir liela loma visā procesā. Tās iekšējam dobumam jābūt precīzai gatavā produkta kopijai investīciju liešanā. Tajā ielej izkausētu šķīdumu, kurš, atrodoties iekšpusē, atdziest un iegūst galīgo formu.

Piešķir stabilitāti, lai kausējuma izplūdes laikā veidne nesabrūk, izmantot kolbas. Šis ir īpašs armatūra, kas izgatavota no divām taisnstūrveida savienojošām detaļām, kas ir līdzīgas atvilktnei. Parasti no koka vai saplākšņa. Metāla kolbās notiek ne tikai veidnes veidošana, bet arī pati liešana. Misiņa un bronzas ražošanas modeļi ir atkārtoti lietojami un vienreizlietojami. Tas ir atkarīgs no tā, no kā tie ir izgatavoti.


Materiāli
Ziloņkauls, koks, ģipsis un polimēri. Arī atkārtoti lietojamu formu ražošanai, izmantojot tēraudu. Lai izveidotu liešanas modeli, vismazāk izmanto plastmasas materiālu.Mājās kausējumu visbiežāk ielej neatdalāmā ģipša veidnē. Pēc sakausējuma atdzesēšanas un sacietēšanas gatavajā formā forma tiek rūpīgi sadalīta ar īpašu āmuru.

Konstrukcijas
Strukturāli veidnes var būt trīs veidu.
- Noņemams. Šī ir struktūra, kas sastāv no divām vai vairākām daļām, kas savienotas taisnā vai sarežģītā virsmā. Izslēgts, lai iegūtu galaproduktu. Visbiežāk ražošanā tiek izmantots atkārtoti.
- Viengabala. Gatavo daļu var iegūt ar āmuru. Piemērots tikai vienreizējai lietošanai. Tas ir izgatavots konkrētam produktam pēc skicēm. Bieži izmanto mājas ražošanā. Ģipsis ir vispiemērotākais šādu formu izveidošanai.

- Īpašais. Tas ir sarežģīts liešanas vai skeleta raksts. Tam ir daudzkomponentu komponents. Tas ir izveidots sarežģīta dizaina figūru kausēšanai.
Liešanas galvenie smalkumi
Centrbēdzes liešana
Izmantojot šo liešanas metodi, tiek izgatavotas detaļas un aprīkojums mašīnbūvei un citām rūpniecības nozarēm. Tehnoloģijas pamats ir centrbēdzes spēks. Tas parādās lietuves modeļa rotācijas dēļ. Šis liešanas veids tiek izmantots galvenokārt apgriezienu virsmu izgatavošanai. Formēšanu var veikt mašīnas ar vertikālu un horizontālu liešanu. Mašīnām ar horizontālu rotācijas asi:
- ieliktņi;
- bukses;
- gredzeni.

Mašīnām ar vertikālu rotācijas asi:
- dzenskrūves;
- tārpu riteņi;
- zobrati.


Apkārtnes plūdmaiņas laikā formējamais maisījums tiek sablīvēts un ārējie elementi tiek izspiesti.
Mākslas liešana
Mājās izmantojiet šo bronzas ražošanas metodi. Bet šim vara sakausējumam ir augsta plūstamība, tāpēc atšķirībā no misiņa sakausējuma tas pilnībā neaizpilda veidni. Tāpēc paredzētais raksts uz detaļas virsmas ir neskaidrs. Skaidrības labad tiek izmantotas monētas. Tas ir diezgan laikietilpīgs un laikietilpīgs process. Bet tajā pašā laikā radošākais mākslas liešanas brīdis. Galaprodukta kvalitāte ir atkarīga no veiktās kalšanas līmeņa.

Mākslas liešanas posmi:
- skices un darba zīmējuma izveidošana;
- konstrukciju izgatavošana veidņu izveidošanai;
- lietuves modeļa izgatavošana;
- modeļa sagatavošana;
- lādiņa kausēšana;
- veidņu liešana liešanas modelī;
- dzesēšana;
- ieguve no modeļa;
- gatavā produkta apstrāde ar dzirnaviņām; dažreiz tiek izmantota metāla suka.






Gatavās atsevišķās sastāvdaļas tiek apvienotas vienā izstrādājumā, ja saskaņā ar galīgo plānu tam vajadzētu būt vienam, bet sastāv no vairākām daļām. Tad iegūto gatavo figūru apstrādā, lai noņemtu nelielas nepilnības, un pārklāj ar augšējo aizsargslāni.
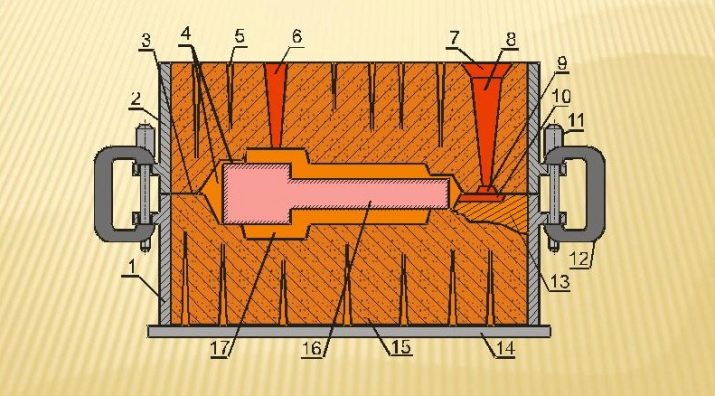
Iesmidzināšana
Šīs liešanas metodes pamatā ir pārmērīga vakuuma spiediena iedarbība. Tiek izmantots preses princips, kausējumu izvada iesmidzināšanas veidnē ar lieko spiedienu. Pneimatiskā vai hidrauliskā sistēma iedarbojas uz virzuli. Sakarā ar lielo viskozitātes kausējuma piegādes ātrumu tiek izveidots liekā spiediena līmenis, forma ir pilnībā piepildīta.
Pēc tam, vakuuma absorbcijas veidā, pelējuma masa ieplūst veidnes dobumā. Tam ir plānas sienas, ko ieskauj auksts ūdens. Dzesēšana pārvietojas no malām uz centru. Kausējuma atjaunošanās notiek noteiktā laika posmā. Tad spiediens normalizējas, un liekās materiāla paliekas plūst pa sienām.

Sakarā ar saraušanos pēc atdzesēšanas produktu viegli noņem no veidnes. Automatizācijas dēļ veidne tiek piepildīta ar kausējumu sekundes laikā, kas ievērojami samazina detaļu izgatavošanas laiku un ir šīs liešanas metodes neapšaubāma priekšrocība. Neatkarīgi no izmantotās liešanas metodes, bronzas un misiņa izstrādājumu ražošanā jāievēro drošības pasākumi.
- Strādājot, jums ir jāizmanto drošības brilleslai aizsargātu acis no izkausēta materiāla un dūmu pilieniem.
- Pirms aktivitātes uzsākšanas vajadzētu uzvelciet cimdus no īpaša karstumizturīga materiāla.
- Telpai jābūt labi vēdināmai un vēdināmai., jo, izkausējot šos sakausējumus, izdalās cilvēkiem kaitīgas gāzes.
- Neļauj uzliesmojošu materiālu un šķidrumu saskare ar sildīšanas ierīcēm.
- Nepieciešams stingri ievērojiet procesa tehnoloģiju. Tā kā šī produkcija ir diezgan traumatiska.


Nākamajā video skatiet, kā tiek izgatavotas bronzas skulptūras.









