
Bronza yra vario ir alavo lydinys, kartais pridedant silicio, aliuminio ir švino. Jis gali turėti skirtingą spalvą, kuri priklauso nuo komponentų procentų. Yra keli bronzos tipai:
- alavas;
- aliuminis;
- švinas.


Alavo bronza yra plačiausiai naudojama rūšis, jos sklandumas yra mažas. Iš jo patogu mesti gaminius su konkrečiais dydžiais. Kadangi jo nereikia papildomai apdoroti. Žalvaris yra vario lydinys, pridedant cinko. Paprastai mišinys yra 70% vario, 30% cinko. Kartais būna žalvario kompozicijos nuo 50 iki 50.

Prie bronzos pliusų priskiriami šie dalykai.
- Praktiškumas.
- Galimybė atlikti meno kūrimą namuose.
- Didelis atsparumas aplinkos veiksniams.
- Beveik neerzina.
- Lengva elgtis.
- Ilgaamžiškumas.
- Elektrinis ir šilumos laidumas.


Žalvaris pasižymi aukšta apsauga nuo korozijos. Jis naudojamas kaip paviršinis kitų metalų sluoksnis gaminant metalines konstrukcijas.
Technikos istorija
Liejamasis žalvaris, kaip ir bronza, pasirodė prieš 12 tūkstančių metų. Iš pradžių iš šių medžiagų buvo gaminami įrankiai ir papuošimai, vėliau indai ir namų apyvokos daiktai. Bronzos gaminiai ir žalvario dirbiniai buvo plačiai naudojami visose gyvenimo srityse. Pirmieji bronzos ir žalvario gamybos būdai atsirado senovėje, klasicizmo amžiuje. Daugybę to laikmečio meno šedevrų galime susimąstyti iki šių dienų. Šiuo metu šie lydieji lydiniai daugiausia naudojami dekoratyvinių dekoratyvinių daiktų ir meno kūrinių gamyboje.

Vario lydiniai, į kuriuos pridėta metalų, yra plačiai naudojami gaminant:
- skulptūros ir suvenyrai;
- grotelės ir kiti tvorų elementai;
- tvoros ir vartai;
- interjero detalės;
- dekoruojant liustra ir sietines.


Laikui bėgant, injekcijos metodas buvo patobulintas. Ir šiuolaikiniame pasaulyje tapo įmanoma lydyti detales iš bronzos ir žalvario ne tik pramoniniu, bet ir buitiniu būdu.
Savybės
Žalvario liejimas beveik nesiskiria nuo bronzos liejimo technologijos. Čia pateikiamos proceso subtilybės.
- Žalvario lydymosi temperatūra yra gana žema, 880–965 ° C. Tai leidžia naudoti įvairių tipų krosnis. Net dujiniam degikliui pakanka pasirinkti karščiui atsparius indus. Bet kartais dėl priedų (daugiakomponenčio žalvario) temperatūra padidėja iki 1070 C. Bronzos lydymosi temperatūra yra aukštesnė. Lydinys turi vario su alavu 900–950 ° C, o bronzos be alavo - 950–1100 ° C. Bronzos lydiniai turi didelę klampą, todėl, kad pagerintų kokybę, jie kaitinami 100 aukštesnių. Norėdami taupyti energiją, geriau naudoti indukcines arba tiglio krosnis.
- Pagrindinis liejimo etapas yra lydalo išpylimas į formą. Proceso trukmė neturėtų viršyti 2 minučių. Priešingu atveju produktas bus sugedęs. Atsiras padalijimai, nudegimai ir sankryžos. Prekė bus visam laikui sugadinta ir netinkama naudoti. Arba reikalingas papildomas apdorojimas.
- Žalvariui turėtų būti tolygus laipsniškas aušinimas, nenaudojant specialių tirpalų. Aušinant bronzos, naudojami aušinimo skysčiai.
- Paskutinis žingsnis yra paruoštos dalies apdorojimas. Reikia pašalinti įlankas, spyruokles, slėgį. Kad kompozicija nesikeistų, į lydinį pridedami srautai. Jų dėka galima apsaugoti lydalo paviršių ir degazuoti jo sudėtį. Tai sumažina galutinio produkto atmetimą.




Būtini įrenginiai
Čia yra pagrindinės įrangos, iš kurios pagamintos figūros, sąrašas.
- Liejimo liejimas. Jis pagamintas iš įvairių medžiagų.
- Žnyplėskad gatava dalis būtų formos.
- Tiglis kad jame ištirptų krūvis. Jo sukūrimo medžiaga yra grafitas ir molis.
- Šildymo įranga, krosnys. Vario lydymui gali būti naudojamas dujų degiklis ir karščiui atsparus indas.
- Įvairios pagalbinės medžiagos: anglis, ragas.

Būtina naudoti griežtą technologijos seką. Pirmiausia tiglį uždėkite ant krosnies, tada į gabalus įmeskite metalą. Pilnai ištirpęs mišinys keičia spalvą. Tada, naudojant specialią įrangą, tiglis iš krosnies ištraukiamas kabliu ir lydalas atsargiai išpilamas į įpurškimo formą. Po visiško aušinimo dalis pašalinama naudojant žnyplutes ir galutinai apdorojama.

Liejyklų modelių apžvalga
Prieš pradėdami lieti gatavą produktą, pirmiausia turite sukurti būsimos formos eskizą. Piešimą daro specialūs menininkai. Tada ant jo bus sukurta liejimo forma, į kurią pilamas pagrindinis lydalas. Sukurti pelėsį yra gana varginanti ir atsakinga užduotis. Tam naudojamos specialios liejimo kompozicijos, įrankiai ir įtaisai. Gatavas modelis vaidina pagrindinį vaidmenį visame procese. Jos vidinė ertmė turėtų būti tiksli gatavo produkto kopija investuojant. Į jį pilamas išlydytas tirpalas, kuris, būdamas viduje, atvėsta ir įgauna savo galutinę formą.

Suteikti stabilumą, kad lydymasis ištekant į pelėsį nesugriūtų, naudokite kolbas. Tai yra specialus armatūra, pagaminta iš dviejų stačiakampių jungiamųjų dalių, panašių į stalčių. Paprastai pagamintas iš medžio ar faneros. Metalinėse kolbose ne tik sukuriamas pelėsis, bet ir pats liejimas. Žalvario ir bronzos gamybos modeliai yra daugkartinio naudojimo ir vienkartiniai. Tai priklauso nuo to, iš ko jie pagaminti.


Medžiagos
Dramblio kaulas, mediena, gipsas ir polimerai. Taip pat gaminant daugkartinio naudojimo formas, naudojant plieną. Liejimo modeliui sukurti naudojama mažiausiai plastikinė medžiaga.Namuose lydalas dažniausiai liejamas į neatskiriamą gipso formą. Atvėsinęs ir sukietinęs lydinį į gatavą figūrą, forma atsargiai sulaužoma specialiu plaktuku.

Konstrukcijos
Forma gali būti trijų rūšių pelėsių.
- Nuimamas. Tai struktūra, susidedanti iš dviejų ar daugiau dalių, sujungtų tiesiu ar sudėtingu paviršiumi. Išjungta, norint išgauti gatavą produktą. Dažniausiai gamyboje naudojamas pakartotiniam naudojimui.
- Vienetinis. Norėdami išgauti gatavą dalį, ji sulaužoma plaktuku. Tinka tik vienkartiniam naudojimui. Jis pagamintas konkrečiam produktui pagal eskizus. Dažnai naudojamas namų gamyboje. Gipsas yra tinkamiausias tokioms formoms kurti.

- Ypatinga. Tai sudėtingas liejimo ar skeleto raštas. Jis pasižymi daugiakomponenčiu komponentu. Jis sukurtas sudėtingo dizaino figūroms išlydyti.
Pagrindinės liejimo subtilybės
Išcentrinis liejimas
Taikant šį liejimo metodą, gaminamos mechaninės inžinerijos ir kitų pramonės šakų dalys ir įranga. Technologijos pagrindas yra išcentrinė jėga. Tai atsiranda dėl liejimo modelio sukimosi. Šis liejimo būdas daugiausia naudojamas revoliucinių kūnų gamybai. Liejimą gali atlikti staklės su vertikaliu ir horizontaliu liejimu. Mašinose su horizontalia sukimosi ašimi:
- intarpai;
- įvorės;
- žiedai.

Mašinose su vertikalia sukimosi ašimi:
- oro sraigtai;
- sliekų ratai;
- krumpliaračiai.


Aplinkos bangos metu formuojamas mišinys sutankėja ir pašaliniai elementai išstumiami.
Meno liejimas
Namuose naudokite šį bronzos gamybos būdą. Tačiau šis vario lydinys pasižymi dideliu sklandumu, todėl, priešingai nei žalvario lydinys, jis nevisiškai užpildo pelėsį. Dėl šios priežasties numatytas dalies paviršius yra neryškus. Monetos naudojamos aiškumui suteikti. Tai gana daug ir daug laiko reikalaujantis procesas. Bet tuo pačiu ir pats kūrybingiausias meninio kastingo momentas. Galutinio tipo produkto kokybė priklauso nuo atlikto kaldinimo lygio.

Meno liejimo etapai:
- eskizo ir darbinio piešinio sukūrimas;
- pelėsių kūrimo konstrukcijų gamyba;
- liejyklos modelio gamyba;
- modelio paruošimas;
- krūvio tirpimas;
- pelėsių liejimas į liejimo modelį;
- aušinimas;
- ištraukimas iš modelio;
- gatavo produkto apdorojimas šlifuokliu, kartais naudojamas metalinis šepetys.






Atskiri komponentai yra sujungti į vieną produktą, jei pagal galutinį planą jis turėtų būti vienas, bet sudarytas iš kelių dalių. Tada gatavas paveikslas apdorojamas pašalinant nedidelius trūkumus ir padengiamas viršutiniu apsauginiu sluoksniu.
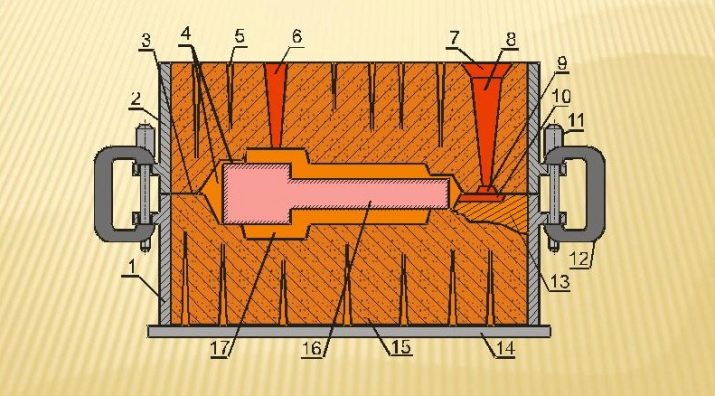
Įpurškimas
Šis liejimo būdas pagrįstas perteklinio vakuumo slėgio poveikiu. Taikomas preso principas, kai lydinys per aukštą slėgį tiekiamas įpurškimo formą. Pneumatinė arba hidraulinė sistema veikia stūmoklį. Dėl didelio greičio, kuriuo tiekiama didelio klampumo lydalo, susidaro perteklinis slėgis, forma yra visiškai užpildyta.
Tada, vakuume absorbuodama, pelėsio masė teka į pelėsio ertmę. Jis turi plonas sienas, apsuptas šalto vandens. Aušinimas juda iš kraštų į centrą. Lydalo atitraukimas vyksta per tam tikrą laiką. Tada slėgis normalizuojasi, o perteklinės liejamosios medžiagos liekanos teka žemyn sienomis.

Dėl susitraukimo po aušinimo produktas lengvai pašalinamas iš pelėsio. Dėl automatizavimo pelėsiai užpildomi lydalu sekundės dalimis, o tai žymiai sumažina dalių gamybos laiką ir yra neabejotinas šio liejimo metodo pranašumas. Nepriklausomai nuo naudojamo liejimo metodo, gaminant bronzos ir žalvario gaminius, reikia laikytis saugos priemonių.
- Dirbdami turite naudotis apsauginiai akiniaiapsaugoti akis nuo išlydytos medžiagos ir dūmų lašų.
- Prieš pradėdami veiklą, turėtumėte užsimauti pirštines iš specialios karščiui atsparios medžiagos.
- Kambarys turi būti gerai vėdinamas ir vėdinamas., nes lydant šiuos lydinius išsiskiria žmonėms kenksmingos dujos.
- Neleisk degių medžiagų ir skysčių kontaktas su šildymo prietaisais.
- Reikia griežtai laikykitės proceso technologijos. Kadangi šis gaminimas yra gana trauminis.


Kitame vaizdo įraše pamatysite, kaip pagamintos bronzinės skulptūros.









