
Il bronzo è una lega di rame e stagno, a volte con l'aggiunta di silicio, alluminio e piombo. Può avere un colore diverso, che dipende dalla percentuale di componenti. Esistono diversi tipi di bronzo:
- stagno;
- alluminio;
- portare.


Il bronzo a base di stagno è la specie più utilizzata; ha una bassa fluidità. È conveniente lanciare prodotti con dimensioni specifiche da esso. Dal momento che non ha bisogno di ulteriori elaborazioni. L'ottone è una lega di rame con l'aggiunta di zinco. Tipicamente, la miscela è al 70% di rame, al 30% di zinco. A volte c'è una composizione in ottone da 50 a 50.

I vantaggi del bronzo includono quanto segue.
- Praticità.
- L'opportunità di fare casting artistici a casa.
- Alta resistenza ai fattori ambientali.
- Quasi non corrosivo.
- Maneggevolezza.
- Durevolezza.
- Conducibilità elettrica e termica.


L'ottone ha un'alta protezione dalla corrosione. Viene utilizzato come strato superficiale di altri metalli nella fabbricazione di strutture metalliche.
Storia della tecnologia
La fusione dell'ottone, come il bronzo, è apparsa 12 mila anni fa. Dapprima sono stati realizzati strumenti e decorazioni con questi materiali, in seguito piatti e oggetti per la casa. I prodotti in bronzo e gli articoli in ottone erano ampiamente utilizzati in tutte le aree della vita. I primi metodi per produrre bronzo e ottone sono nati nell'era antica nell'era del classicismo. Molti capolavori d'arte di quell'epoca, possiamo contemplare fino ad oggi. Al momento, queste leghe fusibili sono principalmente utilizzate per la fabbricazione di oggetti decorativi per decorazioni e opere d'arte.

Le leghe di rame con l'aggiunta di metalli sono ampiamente utilizzate nella produzione di:
- sculture e souvenir;
- grigliati e altri elementi di recinzioni;
- recinzioni e cancelli;
- dettagli interni;
- nella decorazione di lampadari e applique.


Nel tempo, il metodo di iniezione è stato migliorato. E nel mondo moderno è diventato possibile fondere parti di bronzo e ottone non solo in modo industriale, ma anche in condizioni domestiche.
lineamenti
La fusione d'arte in ottone quasi non differisce nella tecnologia dalla fusione in bronzo. Ecco le sottigliezze del processo.
- La temperatura di fusione dell'ottone è piuttosto bassa, nell'intervallo 880-965 C. Ciò consente l'uso di diversi tipi di forni. Anche un bruciatore a gas, è sufficiente scegliere piatti resistenti al calore. Ma a volte la temperatura viene aumentata a 1070 C a causa di additivi (per ottone multicomponente). Il punto di fusione del bronzo è più alto. La lega ha rame con stagno 900–950 ° C e per bronzo senza stagno, 950-1100 ° C. Le leghe di bronzo hanno un'alta viscosità, quindi vengono riscaldate 100 volte più in alto per migliorare la qualità. Per risparmiare energia, è meglio usare forni a induzione o crogiolo.
- Lo stadio principale del casting è versare il fuso in uno stampo. La durata del processo non deve superare i 2 minuti. Altrimenti, il prodotto sarà difettoso. Appariranno spaccature, bruciature e giunzioni. L'articolo sarà danneggiato in modo permanente e inutilizzabile. O è necessaria un'ulteriore elaborazione.
- Per l'ottone dovrebbe esserci un raffreddamento graduale uniforme, senza l'uso di soluzioni speciali. Quando si raffreddano i bronzi, vengono utilizzati refrigeranti.
- Il passaggio finale è l'elaborazione della parte finita. Richiede la rimozione di baie, canali di colata, pressione. Per mantenere invariata la composizione, vengono aggiunti flussi alla lega. Grazie a loro, è possibile proteggere la superficie del fuso e degassare la sua composizione. Ciò riduce gli scarti sul prodotto finito.




Attrezzatura necessaria
Ecco un elenco delle principali attrezzature per realizzare figure da questi materiali.
- Stampo per fonderia. È fatto di vari materiali.
- tenaglieper ottenere la parte finita fuori forma.
- crogiuolo per sciogliere la carica in esso. Il materiale della sua creazione è la grafite e l'argilla.
- Apparecchi di riscaldamento, forni. Per la fusione dell'ottone, è possibile utilizzare una torcia a gas e un contenitore resistente al calore.
- Vari materiali di supporto: carbone, corno.

È necessario utilizzare una rigorosa sequenza di tecnologia. Prima metti il crogiolo sulla fornace, quindi disponi il metallo con pezzi. Quando completamente sciolto, la miscela cambia colore. Quindi, utilizzando attrezzature speciali, un crogiolo viene estratto dalla fornace con un gancio e il fuso viene accuratamente gettato in uno stampo ad iniezione. Dopo il completo raffreddamento, la parte viene rimossa con una pinza e sottoposta alla lavorazione finale.

Panoramica del modello di fonderia
Prima di iniziare a lanciare il prodotto finito, devi prima creare uno schizzo della forma futura. Il disegno è realizzato da artisti speciali. Quindi, verrà creato uno stampo di colata su cui viene versato il fuso principale. La creazione di uno stampo è un compito piuttosto laborioso e responsabile. Per questo vengono utilizzate composizioni, strumenti e dispositivi speciali per lo stampaggio. Il modello finito gioca un ruolo importante nell'intero processo. La sua cavità interna dovrebbe essere una copia esatta del prodotto finito in microfusione. Una soluzione fusa viene versata in essa, che successivamente, essendo all'interno, si raffredda e acquisisce la sua forma finale.

Per dare stabilità, in modo che durante il deflusso del fuso nello stampo non collassi, usare le boccette. Questo è un apparecchio speciale composto da due parti rettangolari di collegamento, simili a un cassetto. Solitamente realizzato in legno o compensato. Nelle boccette metalliche, non ha luogo solo la creazione di uno stampo, ma anche la fusione stessa. I modelli per la produzione di ottone e bronzo sono riutilizzabili e monouso. Dipende da cosa sono fatti.


materiale
Avorio, legno, gesso e polimeri. Anche per la fabbricazione di forme riutilizzabili con acciaio. Meno di tutto usa materiale plastico per creare un modello di fusione.A casa, il fuso viene spesso gettato in uno stampo di gesso non separabile. Dopo il raffreddamento e la solidificazione della lega nella figura finita, la forma viene accuratamente rotta con un martello speciale.

disegno
Strutturalmente, gli stampi possono essere di tre tipi.
- Plug-in. Questa è una struttura composta da due o più parti, collegate in una superficie diritta o complessa. Disinserito per recuperare il prodotto finito. Più spesso usato in produzione per uso riutilizzabile.
- Un pezzo. Per estrarre la parte finita viene rotta con un martello. Adatto solo per uso singolo. È fatto per un prodotto specifico secondo gli schizzi. Spesso utilizzato nella produzione domestica. Il gesso è più adatto per creare tali forme.

- speciale. Questo è un modellamento complesso o un modello scheletrico. È dotato di un componente multicomponente. È stato creato per fondere figure di design complesso.
Le principali sottigliezze del casting
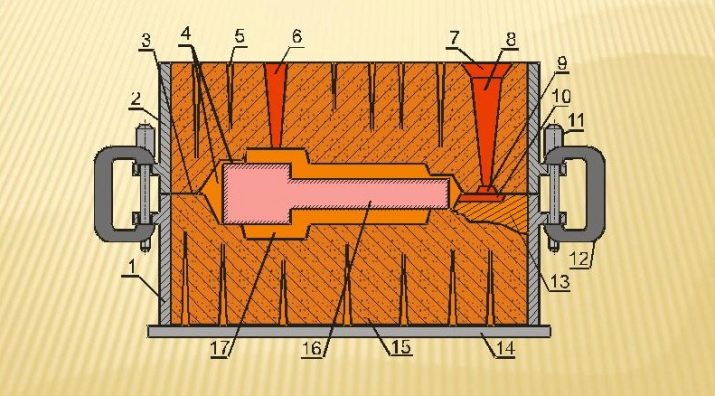
Colata centrifuga
Utilizzando questo metodo di fusione, vengono fabbricati pezzi e attrezzature per l'ingegneria meccanica e altri settori industriali. La base della tecnologia è la forza centrifuga. Sembra dovuto alla rotazione del modello di fonderia. Questo tipo di fusione viene utilizzato principalmente per la fabbricazione di corpi di rivoluzione. Lo stampaggio può essere eseguito da macchine con colata verticale e orizzontale. Su macchine con un asse di rotazione orizzontale:
- inserti;
- boccole;
- Anello.

Su macchine con un asse di rotazione verticale:
- eliche;
- ruote a vite senza fine;
- marcia.


Durante la bassa marea, la miscela modellabile viene compattata e gli elementi estranei vengono espulsi.
Colata d'arte
A casa, usa questo metodo per fabbricare il bronzo. Ma questa lega di rame ha un'alta fluidità, quindi non riempie completamente lo stampo, a differenza di una lega di ottone. Per questo motivo, il motivo previsto sulla superficie della parte è sfocato. Il conio è usato per dare chiarezza. Questo è un processo piuttosto dispendioso in termini di tempo e tempo. Ma allo stesso tempo, il momento più creativo del casting artistico. La qualità del tipo finale di prodotto dipende dal livello di conio.

Fasi d'arte casting:
- creazione di uno schizzo e di un disegno di lavoro;
- fabbricazione di strutture per la creazione di uno stampo;
- produzione di un modello di fonderia;
- preparazione del modello;
- fusione di carica;
- stampo in un modello di fusione;
- raffreddamento;
- estrazione dal modello;
- lavorazione del prodotto finito con una smerigliatrice; a volte viene utilizzata una spazzola di metallo.






I singoli componenti finiti vengono combinati in un unico prodotto, se secondo il piano finale dovrebbe essere singolo, ma costituito da più parti. Quindi la figura finale risultante viene elaborata per rimuovere piccole imperfezioni e coperta con uno strato protettivo superiore.
Stampaggio ad iniezione
Questo metodo di fusione si basa sull'esposizione a un eccesso di pressione del vuoto. Viene utilizzato il principio della pressa, il fuso viene alimentato nello stampo ad iniezione dall'eccesso di pressione. Il sistema pneumatico o idraulico agisce sul pistone. A causa dell'alta velocità con cui viene fornita la fusione di alta viscosità, viene creata una pressione in eccesso, il modulo è completamente riempito.
Quindi, per assorbimento del vuoto, la massa dello stampo scorre nella cavità dello stampo. Ha pareti sottili circondate da acqua fredda. Il raffreddamento si sposta dai bordi al centro. La retrazione del fuso si verifica per un certo periodo di tempo. Quindi la pressione si normalizza e i resti in eccesso del materiale di stampaggio scorrono lungo le pareti.

A causa del restringimento dopo il raffreddamento, il prodotto può essere facilmente rimosso dallo stampo. Grazie all'automazione, lo stampo viene riempito con la fusione in frazioni di secondo, il che riduce significativamente i tempi di produzione dei pezzi ed è senza dubbio un vantaggio di questo metodo di fusione. Indipendentemente dal metodo di fusione utilizzato, le precauzioni di sicurezza devono essere osservate nella fabbricazione di prodotti in bronzo e ottone.
- Quando si lavora, è necessario utilizzare occhiali di sicurezzaper proteggere gli occhi da gocce di materiale fuso e fumi.
- Prima di iniziare un'attività dovrebbe indossare i guanti da materiale speciale resistente al calore.
- La stanza deve essere ben ventilata e ventilata., poiché durante la fusione di queste leghe vengono rilasciati gas dannosi per l'uomo.
- Non permettere contatto di materiali e liquidi infiammabili con dispositivi di riscaldamento.
- necessità seguire rigorosamente la tecnologia di processo. Dal momento che questa produzione è piuttosto traumatica.


Guarda come vengono realizzate le sculture in bronzo nel prossimo video.









