
bronz - az első ötvözet, amelyet az emberek több ezer évvel ezelőtt megtanultak előállítani. Azóta a bronztermékek nagyon népszerűek. Manapság a modern kézművesek megkísérelik az öntödei technológiát az otthoni feltételekhez igazítani, ehhez meg kell ismerni a bronz kémiai összetételét és fizikai tulajdonságait, valamint az abból nyert ötvözetek műszaki jellemzőit, ideértve az alumínium-bronzot is.
Ez a cikk olyan fontos mutatóról beszél, mint a olvadáspont valamint hogyan fokozatosan hajthatjuk végre a bronz olvadását és öntését.



Olvadáspont
Van táblázat a különféle típusú bronz olvadási hőmérsékleteiről. Mielőtt közvetlenül az olvasztáshoz folytatnánk, meg kell értenünk, hogy mi határozza meg azt a hőmérsékletet, amelyen egy adott fém megolvad vagy teljes mértékben folyékony állapotba megy. A bronz valójában számos különféle ötvözetet képvisel, amelyek fő részeként réz, és további elemek (ötvöző) elemek.
Ilyen ötvöző anyagok lehetnek alumínium, berillium, ón, szilícium és így tovább. Ez csak a bronz kémiai összetételétől függ fizikai tulajdonságok fém, beleértve az olvadáspontot. A rézötvözet megolvasztásához ezt tudnia kell kémiai összetétel, az egyetlen módszer az olvadási hőmérséklet Celsius-fokban történő helyes meghatározására. Ismerkedjünk az olvadáspontokkal.

Tiszta fém
Annak ellenére, hogy rendkívül hátrányos a tiszta réz előállítása, mivel műszaki tulajdonságai sok szempontból alacsonyabbak, mint a fémkohászati iparban előállított különleges fémek, réz olvadáspont szükséges.
Miért? A helyzet az, hogy a nemzetgazdaságban használt réz márkák összetételükben elhanyagolható mennyiségű ötvöző anyagot tartalmaznak, amelyeket szennyeződésnek tekintnek. Így mennyiségeik jelentéktelensége miatt a rézfajták olvadáspontja közel van a tiszta réz és kb. 1084,5 Celsius fok.
Mint már említettük, az olvadás hőmérséklete az anyag összetételétől függ, ezért a bronz olvadási hőmérséklete 900-1140 Celsius fok között változik.


keverékek
Bronz ón csökkenti az ilyen ötvözetek olvadáspontját, és nem haladja meg a 900-950 Celsius fok.
Rozsdamentes, beleértve az alumínium bronzokat is szélesebb hőmérsékleti tartományban vannak, amely a rézötvözet kémiai összetételétől függ. Olvadáspontja: 950-1080 fok. Azt is figyelembe kell venni, hogy a bronznak van magas viszkozitásezért a végső olvasztás után túlmelegszik, hogy jobb olvadékáramot biztosítsunk. Nézzük meg a bronz olvasztási és öntési folyamatát szakaszosan.


Lépésről lépésre
Kézműves körülmények között főleg apró bronz tárgyakat készítenek dekor elemek. A bonyolultabb alkatrészek nagy pontosságú öntést igényelnek, amelynek technológiáját nagyon nehéz megvalósítani, kifejezetten erre a célra adaptálva szobavalamint különleges felszerelés. Bizonyos esetekben a casting finomhangolását a kívánt állapotba kell szerkeszteni otthonpéldául a felesleges olvadt anyag kézi eltávolítása, a termék őrlése és csiszolása.
A fém megolvasztásának megkezdése előtt szükséges előkészíti a helyiséget, és megszerezheti a szükséges eszközöket és felszereléseket. A helyiség fő követelménye a jó elszívó szellőzés, valamint a nem éghető anyagokból, például betonból, cementből vagy téglából készült padló. Kis termékek gyártásakor ezeket a követelményeket elég egyszerű betartani, különben garázsot kell használni.
Annak érdekében, hogy bronzolvasztást otthon végezzen, meg kell vásárolnia egy speciális muffelkemencét, amely képes a hőmérsékletet szabályozni, de megbirkózhat egyszerű bányászattal is, amelynek tüzelőanyaga faszén lesz.


Szerszám előkészítése
A kezdő görgőnek meg kell vásárolnia vagy el kell készítenie a következő eszközöket.
- A tűzálló anyagból (például öntöttvasból vagy acélból) készült tűzálló tégely egy speciális kifolyócsővel ellátott edény, amelybe az olvadt fémdarabok kerülnek.
- A tégelynek a kemencéből történő eltávolítását szolgáló eszközök, amelyek minimalizálják az égési sérüléseket, speciális kampók és fogók.
- A lombik és a modell felhasználásával készült olvadt fém öntésére szolgáló forma.
- Maga a lombik - két doboz, amely az öntőformát az öntőhomok töltőanyagával tartja.
- Hegesztő öltöny vagy csak egy nagyon szoros kötény és ujjatlan kesztyű, amelynek célja az ember megóvása az olvadt fém szikráitól és fröccsenésétől.


Miután meggyőződött a fentiek mindegyikéről, folytathatja közvetlenül a bronz olvadását.
- Melegítse elő a sütőta hőmérséklet beállításával a gombbal. A hőmérséklet a bronz kémiai összetételétől függ, amint azt fentebb tárgyaltuk. Például az alumínium-bronz esetében ez a hőmérséklet 1040-1084 Celsius fok lesz.
- Következő kötelező melegítse fel az űrlapot, úgy történik, hogy az olvadt fém nem fagy le, amikor egy hideg tartályba lép.Az űrlapot a sütőbe helyezik, amikor felmelegszik 600 fokos hőmérsékletre, ezután a termosztátot 900 fokra állítják be. Amikor a sütő belseje hőmérséklete 900 fokra emelkedik, az öntőformát 3-4 órán át hagyja felmelegedni, majd speciális eszközökkel óvatosan eltávolítja és 500 ° C-ra hűti.
- Helyezzen egy tégelyt bronzdarabokkalAz olvasztásra szánt oldatot a kemence kívánt olvadási hőmérsékletére hevítik, és a fém teljes olvadékává válnak. Ezután a tégelyt további 5 percre hagyjuk túlmelegedni, hogy jobb fémáramot és jobb öntési minőséget érjünk el.
- Húzzon egy tégelyt kemencéből vagy kandallóból horoggal és fogóval kezdje el kitölteni az űrlapot.

Nézzük meg, hogyan lehet ezt helyesen tenni forma kiváló minőségű termékek előállításához. Öntödékben ezt az öntvényt a következőkből készítik: palackok, ahol agyag, homok és szénpor keverékét öntsék. A lombik két félből áll, amelyek mindegyike egy doboz, ahol a formázó keveréket meg kell tölteni.
- Először vegye ki az első dobozt, és kezdje meg feltölteni a keverékkel, felére öntve, és tegye a modellt a dobozba.
- Ezután folytassa az ömlesztett anyag öntését mindaddig, amíg a dobozt a legfelső szintre nem töltik. Működés közben a formázó keveréket folyamatosan vízszintesen be kell takarítani.
- Helyezze a második doboz tetejére, és folytassa az agyag, a homok és a szénpor keverékének öntését.
- A második dobozban láncfuratokat kell ellátni, hogy megolvasztott bronzot önthessenek az öntőformába.
- Amikor mindkét fiók feltöltésre kerül, éles tárgyak segítségével választják el őket. A modell egyik fele az egyik fiókban van, a másik a másikban.
- Óvatosan kihozzák a modellt, csatlakoztassák újra mindkét fiókot - az ebből következő üresség képezi a kitöltést.


Öntőformák
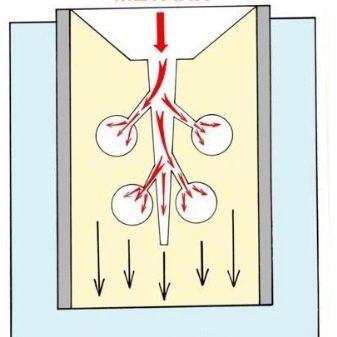
Az olvadt fémréteget vékony palackba öntik a tégelyből öntőformaügyelve arra, hogy a csepegtető folyamatosan folyjon. Ha az öntött részt megkülönbözteti a körvonalak összetettsége, speciális centrifugát kell használni, amely centrifugális erő segítségével elősegíti az olvadék megfelelő eloszlását az öntőformában, teljesen kitöltve azt.

Hogyan lehetne javítani a termékminőséget?
Valójában igazán minőségi dolog nem érhető el otthon finomítás nélkül.
A minőség és a megjelenés javításával javíthatja penész olvasztható anyag felhasználásával. Ehhez előzetesen előállítanak egy vakolatot, amelyet annak a modellnek az alapján gyártanak, amely szerint a mi részünket gyártjuk, ennek az öntvénynek két részből kell állnia, amelyek egymáshoz rögzülnek. Forrásban lévő vízben megolvasztott paraffint vagy viaszt öntünk a kialakult üregbe, és megszilárdulása után a gipszhéjat eltávolítjuk.

Ezután a kapott olvadékony modellt egy speciális öntőmasszába helyezik, amelyben lyukakat képeznek a paraffin és az olvadt bronz-öböl kiürítéséhez. Ezután az öntödei tömeget forrásban lévő vízbe helyezzük, a paraffin megolvad és könnyen kiönthető az öntőformából.
A kapott penész nagyobb simaságú, jobb termékeket állít elő, mint a szokásos módon készített penészből.


A következő videó a bronz otthon történő olvasztási folyamatát mutatja be.









