
Le bronze est un alliage de cuivre et d'étain, parfois avec l'ajout de silicium, d'aluminium et de plomb. Il peut avoir une couleur différente, qui dépend du pourcentage de composants. Il existe plusieurs types de bronze:
- étain;
- aluminium;
- plomb.


Le bronze à l'étain est l'espèce la plus utilisée, il a une faible fluidité. Il est pratique de couler des produits avec des tailles spécifiques. Puisqu'il n'a pas besoin de traitement supplémentaire. Le laiton est un alliage de cuivre avec addition de zinc. Typiquement, le mélange est composé à 70% de cuivre, 30% de zinc. Parfois, il y a une composition de laiton de 50 à 50.

Les avantages du bronze sont les suivants.
- Praticité.
- L'occasion de faire du casting d'art à la maison.
- Haute résistance aux facteurs environnementaux.
- Presque non corrosif.
- Facilité de manipulation.
- Longévité.
- Conductivité électrique et thermique.


Le laiton a une haute protection contre la corrosion. Il est utilisé comme couche de surface d'autres métaux dans la fabrication de structures métalliques.
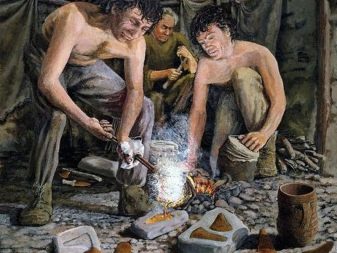
Histoire de la technologie
Le laiton coulé, comme le bronze, est apparu il y a 12 mille ans. Au début, des outils et des décorations ont été fabriqués à partir de ces matériaux, puis de la vaisselle et des articles ménagers. Les produits en bronze et les articles en laiton étaient largement utilisés dans tous les domaines de la vie. Les premières méthodes de fabrication du bronze et du laiton remontent à l'ère antique à l'époque du classicisme. De nombreux chefs-d'œuvre de l'art de cette époque, nous pouvons les contempler à ce jour. À l'heure actuelle, ces alliages fusibles sont principalement utilisés pour la fabrication d'articles de décoration pour la décoration et les œuvres d'art.

Les alliages de cuivre avec addition de métaux sont largement utilisés dans la production de:
- sculptures et souvenirs;
- caillebotis et autres éléments de clôtures;
- clôtures et portails;
- détails intérieurs;
- dans la décoration des lustres et appliques.


Au fil du temps, la méthode d'injection a été améliorée. Et dans le monde moderne, il est devenu possible de fondre des pièces en bronze et en laiton non seulement de manière industrielle, mais aussi dans des conditions domestiques.
CARACTÉRISTIQUES
La coulée d'art en laiton ne diffère presque pas dans la technologie de la coulée de bronze. Voici les subtilités du processus.
- La température de fusion du laiton est assez basse, de l'ordre de 880-965 C. Cela permet l'utilisation de différents types de fours. Même un brûleur à gaz, il suffit de choisir des plats résistants à la chaleur. Mais parfois, la température est augmentée à 1070 C en raison d'additifs (pour le laiton multi-composants). Le point de fusion du bronze est plus élevé. Le cuivre avec étain a un alliage de 900–950 ° C, tandis que le bronze sans étain a 950–1100 ° C. Les alliages de bronze ont une viscosité élevée, ils sont donc chauffés 100 fois plus pour améliorer la qualité. Pour économiser de l'énergie, il est préférable d'utiliser des fours à induction ou à creuset.
- L'étape principale de la coulée consiste à verser la masse fondue dans un moule. La durée du processus ne doit pas dépasser 2 minutes. Sinon, le produit sera défectueux. Des divisions, des brûlures et des jonctions apparaissent. L'article sera définitivement endommagé et inutilisable. Ou un traitement supplémentaire est requis.
- Pour le laiton, il doit y avoir un refroidissement progressif uniforme, sans l'utilisation de solutions spéciales. Lors du refroidissement des bronzes, des liquides de refroidissement sont utilisés.
- La dernière étape est le traitement de la pièce finie. Nécessite le retrait des baies, des coulées, de la pression. Pour garder la composition inchangée, des flux sont ajoutés à l'alliage. Grâce à eux, il est possible de protéger la surface de la masse fondue et de dégazer sa composition. Cela réduit les rejets sur le produit fini.




Équipement nécessaire
Voici une liste des principaux équipements permettant de réaliser des figurines à partir de ces matériaux.
- Moule de fonderie. Il est composé de différents matériaux.
- Pincespour déformer la pièce finie.
- Creuset pour faire fondre la charge en elle. Le matériau de sa création est le graphite et l'argile.
- Équipement de chauffage, fours. Pour la fusion du laiton, une torche à gaz et un récipient résistant à la chaleur peuvent être utilisés.
- Divers supports: charbon, corne.

Il est nécessaire d'utiliser une séquence stricte de technologie. Mettez d'abord le creuset sur le four, puis posez-y du métal avec des morceaux. Une fois complètement fondu, le mélange change de couleur. Ensuite, à l'aide d'un équipement spécial, un creuset est sorti du four avec un crochet et la masse fondue est soigneusement coulée dans un moule d'injection. Après refroidissement complet, la pièce est retirée à l'aide d'une pince et soumise à un traitement final.

Présentation du modèle de fonderie
Avant de lancer la coulée du produit fini, vous devez d'abord créer une esquisse de la forme future. Le dessin est réalisé par des artistes spéciaux. Ensuite, un moule de coulée sera créé dessus, dans lequel la fonte principale sera versée. La création d'un moule est une tâche plutôt laborieuse et responsable. Pour cela, des compositions de moulage, des outils et des dispositifs spéciaux sont utilisés. Le modèle fini joue un rôle majeur dans l'ensemble du processus. Sa cavité interne doit être une copie exacte du produit fini en coulée de précision. Une solution fondue y est versée, qui par la suite, étant à l'intérieur, se refroidit et acquiert sa forme finale.

Pour donner de la stabilité, de sorte que lors de l'écoulement de la fonte dans le moule, elle ne s'effondre pas, utilisez des flacons. Il s'agit d'un luminaire spécial composé de deux pièces de connexion rectangulaires, semblable à un tiroir. Généralement en bois ou en contreplaqué. Dans les flacons métalliques, non seulement la création d'un moule a lieu, mais aussi la coulée elle-même. Les modèles pour la fabrication du laiton et du bronze sont réutilisables et jetables. Cela dépend de quoi ils sont faits.


Matériaux
Ivoire, bois, gypse et polymères. Également pour la fabrication de formes réutilisables en acier. Les moins utilisent de la matière plastique pour créer un modèle de moulage.À la maison, la masse fondue est le plus souvent coulée dans un moule en gypse non séparable. Après refroidissement et solidification de l'alliage dans la figure finie, la forme est soigneusement cassée avec un marteau spécial.

Constructions
Structurellement, les moules peuvent être de trois types.
- Amovible. Il s'agit d'une structure composée de deux ou plusieurs parties, reliées dans une surface droite ou complexe. Désengagé pour récupérer le produit fini. Le plus souvent utilisé en production pour une utilisation réutilisable.
- Une pièce. Pour extraire la pièce finie est cassée avec un marteau. Convient pour un usage unique uniquement. Il est fait pour un produit spécifique selon des croquis. Souvent utilisé dans la production domestique. Le gypse est le plus approprié pour créer de telles formes.

- Spécial. Il s'agit d'un moulage complexe ou d'un motif squelettique. Il dispose d'un composant multi-composants. Il est créé pour faire fondre des figures de conception complexe.
Les principales subtilités du casting
Coulée centrifuge
En utilisant cette méthode de coulée, des pièces et des équipements pour la construction mécanique et d'autres branches industrielles sont fabriqués. La base de la technologie est la force centrifuge. Il apparaît en raison de la rotation du modèle de fonderie. Ce type de moulage est utilisé principalement pour la fabrication de corps de révolution. Le moulage peut être réalisé par des machines à coulée verticale et horizontale. Sur les machines à axe de rotation horizontal:
- inserts;
- bagues;
- anneaux.

Sur les machines à axe de rotation vertical:
- hélices;
- roues à vis sans fin;
- engrenages.


Pendant la marée descendante, le mélange moulable est compacté et les éléments étrangers sont expulsés.
Coulée d'art
À la maison, utilisez cette méthode de fabrication du bronze. Mais cet alliage de cuivre a une grande fluidité, il ne remplit donc pas complètement le moule, contrairement à un alliage de laiton. Pour cette raison, le motif prévu à la surface de la pièce est flou. La monnaie est utilisée pour donner de la clarté. Il s'agit d'un processus assez long et long. Mais en même temps, le moment le plus créatif du casting artistique. La qualité du type de produit final dépend du niveau de frappe effectué.

Les étapes du casting artistique:
- création d'un croquis et d'un dessin de travail;
- fabrication de structures pour créer un moule;
- réalisation d'un modèle de fonderie;
- préparation du modèle;
- fusion de charge;
- moulage en moule dans un modèle de moulage;
- refroidissement;
- extraction du modèle;
- traitement du produit fini avec un broyeur; parfois une brosse métallique est utilisée.






Les composants individuels finis sont combinés en un seul produit, si selon le plan final, il doit être unique, mais composé de plusieurs parties. Ensuite, la figure finale résultante est traitée pour éliminer les imperfections mineures et recouverte d'une couche de protection supérieure.
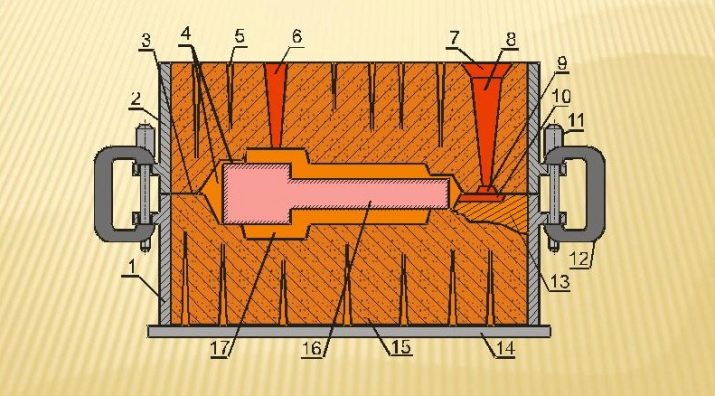
Moulage par injection
Cette méthode de coulée est basée sur l'exposition à un excès de pression sous vide. Le principe de la presse est utilisé, la masse fondue est introduite dans le moule d'injection par surpression. Le système pneumatique ou hydraulique agit sur le piston. En raison de la vitesse élevée avec laquelle la masse fondue de viscosité élevée est fournie, une surpression est créée, le formulaire est complètement rempli.
Ensuite, par absorption sous vide, la masse du moule s'écoule dans la cavité du moule. Il a de minces parois entourées d'eau froide. Le refroidissement se déplace des bords vers le centre. La rétraction de la masse fondue se produit sur une certaine période de temps. Ensuite, la pression se normalise et les restes excessifs du matériau de moulage s'écoulent le long des parois.

En raison du retrait après refroidissement, le produit est facilement retiré du moule. En raison de l'automatisation, le moule est rempli de la matière fondue en fractions de seconde, ce qui réduit considérablement le temps de fabrication des pièces et constitue un avantage incontestable de cette méthode de coulée. Quelle que soit la méthode de coulée utilisée, des précautions de sécurité doivent être observées lors de la fabrication des produits en bronze et en laiton.
- Lorsque vous travaillez, vous devez utiliser lunettes de sécuritépour protéger vos yeux des gouttes de matières en fusion et des fumées.
- Avant de commencer une activité, mettre des gants en matériau spécial résistant à la chaleur.
- La pièce doit être bien ventilée et ventilée., car lors de la fusion de ces alliages, des gaz nocifs pour l'homme sont libérés.
- Ne pas autoriser contact de matériaux et liquides inflammables avec des appareils de chauffage.
- Besoin suivre strictement la technologie du processus. Puisque cette production est plutôt traumatisante.


Découvrez comment les sculptures en bronze sont réalisées dans la vidéo suivante.









