
Pronssi on kuparin ja tinan seos, joskus lisäämällä piitä, alumiinia ja lyijyä. Sen väri voi olla erilainen, mikä riippuu komponenttien prosenttiosuudesta. Pronssityyppejä on useita:
- tina;
- alumiini;
- johtaa.


Tinapronssi on yleisimmin käytetty laji, sillä on alhainen juoksevuus. Siitä on kätevää heittää tiettyä kokoisia tuotteita. Koska se ei tarvitse jatkojalostusta. Messinki on kupariseos, johon on lisätty sinkkiä. Tyypillisesti seos on 70% kuparia, 30% sinkkiä. Joskus messinkikoostumus on 50-50.

Pronssin plussat sisältävät seuraavat.
- Käytännöllisyys.
- Mahdollisuus tehdä taidenäyttelyä kotona.
- Korkea ympäristökestävyys.
- Lähes syövyttämätön.
- Helppo käsittely.
- Kestävyys.
- Sähkö- ja lämmönjohtavuus.


Messinki on korkea korroosiosuojaus. Sitä käytetään muiden metallien pintakerroksena metallirakenteiden valmistuksessa.
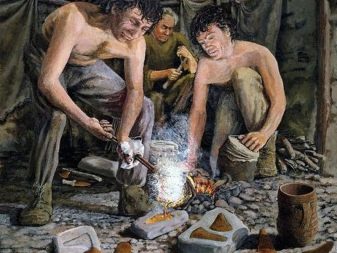
Teknologian historia
Messingivalu, kuten pronssi, ilmestyi 12 tuhatta vuotta sitten. Aluksi näistä materiaaleista tehtiin työkaluja ja koristeita, myöhemmin ruokia ja taloustavaroita. Pronssituotteita ja messinkiosia käytettiin laajalti kaikilla elämänalueilla. Ensimmäiset menetelmät pronssin ja messingin valmistamiseksi syntyivät antiikin ajoista klassismin aikakaudella. Voimme miettiä monia tämän aikakauden taiteen mestariteoksia. Tällä hetkellä näitä sulavia seoksia käytetään pääasiassa koriste-esineiden ja taideteosten valmistukseen.

Kupraseoksia, joihin on lisätty metalleja, käytetään laajalti seuraavien tuotteiden valmistuksessa:
- veistokset ja matkamuistot;
- ritilät ja muut aitaosat;
- aidat ja portit;
- sisätilojen yksityiskohdat;
- kattokruunujen ja kynttilöiden koristeluun.


Ruiskutusmenetelmää parannettiin ajan myötä. Ja nykymaailmassa on tullut mahdollista sulattaa osia pronssista ja messingistä paitsi teollisella tavalla, myös kotimaisissa olosuhteissa.
piirteet
Messinkitaidevalu lähes eroaa tekniikasta pronssivaluun. Tässä on prosessin hienouksia.
- Messinkin sulamislämpötila on melko alhainen, välillä 880-965 C. Tämä mahdollistaa erityyppisten uunien käytön. Jopa kaasupoltin, riittää valita lämmönkestävät astiat. Mutta joskus lämpötila nostetaan 1070 ° C: seen lisäaineiden takia (monikomponenttisille messingille). Pronssin sulamispiste on korkeampi. Tinaa sisältävän kuparin seos on 900–950 ° C, kun taas pronssittoman ilman tinaa on 950–1100 ° C. Pronssiseoksilla on korkea viskositeetti, joten niitä kuumennetaan 100 ° C: n korkeampana laadun parantamiseksi. Energian säästämiseksi on parempi käyttää induktio- tai upokasuuneja.
- Valun päävaihe on sulan kaataminen muottiin. Prosessin kesto ei saisi ylittää 2 minuuttia. Muuten tuote on viallinen. Halkeamia, palovammoja ja liittymiä ilmestyy. Tuote on pysyvästi vaurioitunut ja käyttökelvoton. Tai tarvitaan lisäkäsittely.
- Messinkiä varten tulisi olla tasainen asteittainen jäähdytys ilman erityisiä ratkaisuja. Pronssien jäähdyttämisessä käytetään jäähdytysnesteitä.
- Viimeinen vaihe on valmiin osan käsittely. Edellyttää lahtien, kuusien, paineen poistamista. Jotta koostumus pysyy muuttumattomana, seokseen lisätään vuoita. Niiden ansiosta sulatteen pinta on mahdollista suojata ja sen koostumus poistaa kaasusta. Tämä vähentää lopputuotteen hylkäyksiä.




Tarvittavat laitteet
Tässä on luettelo tärkeimmistä laitteista hahmojen tekemiseen näistä materiaaleista.
- Valimotuotteet. Se on valmistettu useista materiaaleista.
- pihditsaada lopullinen osa muotoon.
- upokas sulatuksen varaukseksi siinä. Sen luomismateriaali on grafiittia ja savea.
- Lämmityslaitteet, uunit. Messinkin sulamiseen voidaan käyttää kaasupoltin ja lämpöä kestävä säiliö.
- Erilaisia tukimateriaaleja: hiili, torvi.

On välttämätöntä käyttää tiukkaa tekniikan järjestystä. Aseta upokas ensin uuniin ja aseta sitten metalli siihen paloina. Kun se on täysin sulanut, seos muuttaa väriä. Sitten upokas otetaan koukulla erityislaitteita käyttämällä ulos uunista ja sulate valuu varovasti ruiskuvalumuottiin. Täydellisen jäähdytyksen jälkeen osa poistetaan pihdillä ja suoritetaan lopullinen käsittely.

Valimallimalli
Ennen kuin aloitat valutuotteen valamisen, sinun on ensin luotava luonnos tulevaisuuden muodosta. Piirustuksen tekevät erikoistaiteilijat. Sitten siihen luodaan valumuotti, johon pääsula kaadetaan. Muotin luominen on melko työlästä ja vastuullista. Tätä varten käytetään erityisiä muovauskoostumuksia, työkaluja ja laitteita. Valmiilla malleilla on merkittävä rooli koko prosessissa. Sen sisäaukon tulisi olla tarkka kopio valmiista tuotteesta sijoitusvalussa. Siihen kaadetaan sulaa liuosta, joka myöhemmin, ollessa sisällä, jäähtyy ja saa lopullisen muodon.

Stabiilisuuden aikaansaamiseksi, jotta sulan vuotamisen jälkeen muottiin se ei pudistu, käytä pulloja. Tämä on erityinen kiinnike, joka on tehty kahdesta suorakaiteen muotoisesta liitososasta, samanlainen kuin laatikko. Yleensä puusta tai vanerista. Metallipulloissa tapahtuu muotin muodostumisen lisäksi myös itse valu. Messinkin ja pronssin valmistusmallit ovat uudelleenkäytettäviä ja kertakäyttöisiä. Se riippuu siitä, mistä he ovat tehty.


tarvikkeet
Norsunluu, puu, kipsi ja polymeerit. Myös uudelleen käytettävien muotojen valmistukseen terästä käyttämällä. Valumallin luomiseen käy vähiten muovia.Kotona sula sulatetaan useimmiten erottamattomaan kipsimuottiin. Kun seos on jäähdytetty ja kiinteytetty lopulliseksi kuvioksi, muoto muutetaan varovasti erityisellä vasaralla.

suunnittelu
Muotit voivat rakenteellisesti olla kolmen tyyppisiä.
- Plug-in. Tämä on rakenne, joka koostuu kahdesta tai useammasta osasta, jotka on kytketty suoraan tai monimutkaiseen pintaan. Poistettu käytöstä lopputuotteen noutamiseksi. Käytetään useimmiten tuotannossa uudelleenkäyttöön.
- Yksiosainen. Valmiin osan purkamiseksi murskataan vasaralla. Sopii vain kertakäyttöön. Se on tehty tietylle tuotteelle luonnoksien mukaan. Käytetään usein kotituotannossa. Kipsi sopii parhaiten tällaisten muotojen luomiseen.

- erityinen. Tämä on monimutkainen muovaus- tai luuranko. Siinä on monikomponenttinen komponentti. Se on tarkoitettu monimutkaisten muotoiluhahmojen sulattamiseen.
Valinnan pääasialliset hienoukset
Keskipakovalu
Tätä valumenetelmää käyttämällä valmistetaan koneenrakennuksen ja muiden teollisuudenalojen osat ja välineet. Teknologian perusta on keskipakoisvoima. Se näyttää valimallin pyörimisen vuoksi. Tämän tyyppistä valua käytetään pääasiassa vallankumouksellisten kappaleiden valmistukseen. Muovaus voidaan suorittaa koneilla, joissa on pystysuora ja vaakasuora valu. Koneissa, joissa on vaaka-akseli:
- insertit;
- holkit;
- rengas.

Koneissa, joissa on pystyakseli:
- potkurit;
- mato pyörät;
- vaihteella.


Juoksuveden aikana muovattava seos tiivistyy ja vieraat elementit pakotetaan ulos.
Taidevalu
Käytä kotona tätä menetelmää pronssin valmistukseen. Mutta tällä kupariseoksella on korkea juoksevuus, joten se ei täysin täytä muottia, toisin kuin messinkilejeeringi. Tämän vuoksi osan pintaan tarkoitettu kuvio on epäselvä. Kolikoita käytetään selvyyden antamiseksi. Tämä on melko aikaavievä ja aikaa vievä prosessi. Mutta samalla taiteellisen casting-luovuuden hetki. Lopullisen tuotetyypin laatu riippuu suoritetun verujen tasosta.

Taidevalun vaiheet:
- luonnos ja työpiirustus;
- rakenteiden valmistus muotin luomiseksi;
- valimallimallin valmistus;
- mallin valmistelu;
- varauksen sulaminen;
- muottivalu valu malliin;
- jäähdytys;
- poiminta mallista;
- valmiin tuotteen käsittely hiomakoneella, joskus käytetään metalliharjaa.






Valmiit yksittäiset komponentit yhdistetään yhdeksi tuotteeksi, jos lopullisen suunnitelman mukaan sen tulisi olla yksi, mutta koostuva useasta osasta. Sitten tuloksena oleva lopullinen kuvio käsitellään pienten puutteiden poistamiseksi ja peitetään ylemmällä suojakerroksella.
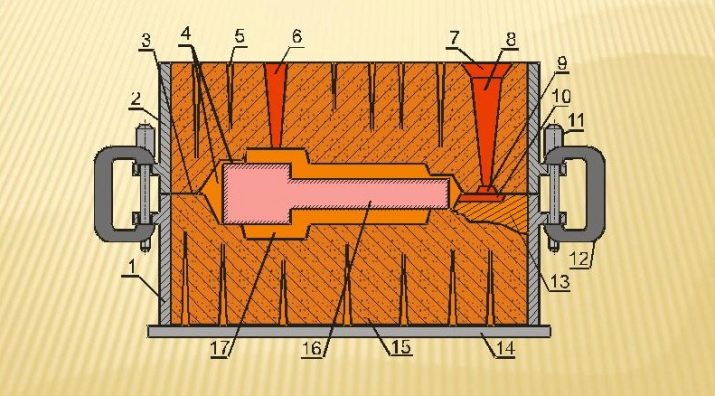
Ruiskuvalu
Tämä valumenetelmä perustuu altistumiseen ylimääräiselle tyhjiöpaineelle. Käytetään puristimen periaatetta, sulaa syötetään ruiskuvalumuottiin ylipaineella. Pneumaattinen tai hydraulinen järjestelmä vaikuttaa mäntään. Korkean viskositeetin omaavan sulatteen suuren nopeuden ansiosta syntyy ylipainetta, muoto täyttyy kokonaan.
Sitten tyhjö imeytymällä muotti massa virtaa muottionteloon. Siinä on ohuet seinät, joita ympäröi kylmä vesi. Jäähdytys siirtyy reunoista keskustaan. Sulan vetäytyminen tapahtuu tietyn ajanjakson ajan. Sitten paine normalisoituu ja muovausmateriaalin ylimääräiset jäännökset virtaavat seinät alas.

Jäähdytyksen jälkeisen kutistumisen vuoksi tuote poistuu helposti muotista. Automaation ansiosta muotti täytetään sulateella sekunnin murto-osissa, mikä vähentää merkittävästi osien valmistusaikaa ja on tämän valumenetelmän kiistaton etu. Käytetystä valumenetelmästä riippumatta pronssi- ja messingituotteiden valmistuksessa on noudatettava turvavarotoimia.
- Kun työskentelet, sinun täytyy käyttää suojalasitsuojataksesi silmäsi sulan materiaalipisaroilta ja höyryiltä.
- Ennen toiminnan aloittamista tulisi laita käsineet erityisestä lämmönkestävästä materiaalista.
- Huoneen tulee olla hyvin ilmastoitu., koska näitä seoksia sulaessa vapautuu ihmisille haitallisia kaasuja.
- Älä salli syttyvien materiaalien ja nesteiden kosketus lämmityslaitteisiin.
- tarve noudata tiukasti prosessitekniikkaa. Koska tämä tuotanto on melko traumaattinen.


Katso kuinka pronssiveistokset valmistetaan seuraavasta videosta.









