
pronssi - ensimmäinen seos, jonka ihmiset oppivat tekemään tuhansia vuosia sitten. Sittemmin pronssituotteet ovat olleet erittäin suosittuja. Nykyään modernit käsityöläiset yrittävät mukauttaa valimoteknologiaa kodin olosuhteisiin, jotta on tarpeen tietää pronssin kemiallinen koostumus ja fysikaaliset ominaisuudet sekä siitä saatujen seosten tekniset ominaisuudet, mukaan lukien alumiinipronssi.
Tässä artikkelissa puhutaan niin tärkeästä indikaattorista kuin sulamispiste samoin kuinka pronssin sulatus- ja valuprosessi suoritetaan vähitellen.



Sulamispiste
On olemassa taulukko erityyppisten pronssien sulamislämpötiloista. Ennen kuin siirryt suoraan sulattamiseen, on välttämätöntä ymmärtää, mikä määrittää lämpötilan, jossa tietty metalli alkaa sulaa tai menee täysin nestemäiseen tilaan. Pronssi edustaa tosiasiassa useita erilaisia seoksia, jotka sisältävät kuparin pääkomponenttina ja muut elementit lisä (seostavina) elementeinä.
Tällaisia seostavia aineita voi olla alumiini, beryllium, tina, pii ja niin edelleen. Se riippuu vain pronssin kemiallisesta koostumuksesta fysikaaliset ominaisuudet metalli, mukaan lukien sulamispiste. Sulata kupariseos sinun on tiedettävä se kemiallinen koostumus, ainoa tapa määrittää sulamislämpötila Celsius-asteina oikein. Tutustutaan sulamispisteisiin.

Puhdas metalli
Vaikka puhdasta kuparia on erittäin haitallista tuottaa, koska sen tekniset ominaisuudet ovat monella tapaa huonommat kuin erityislaadut, joita tästä metallista valmistetaan metallurgisessa teollisuudessa, silti kuparin sulamispiste on välttämätön.
Miksi? Tosiasia, että kansantaloudessa käytettävillä kuparimerkeillä on koostumuksessaan merkityksetön määrä seostavia aineita, joita pidetään epäpuhtauksina. Siksi niiden määrän merkityksettömyydestä johtuen kuparilaatujen sulamispiste on lähellä puhtaan kuparin ja on noin 1084,5 astetta.
Kuten jo mainittiin, sulamislämpötila riippuu aineen koostumuksesta, tästä syystä pronssin sulamislämpötila vaihtelee välillä 900 - 1140 celsiusastetta.


seokset
Pronssinen tina vähentää tällaisten seosten sulamispistettä, se ei ylitä 900-950 astetta.
Ruostumattomat, myös alumiinipronat on laajempi lämpötila-alue, joka riippuu kupariseoksen kemiallisesta koostumuksesta. Heidän sulamispiste on 950-1080 astetta. On myös otettava huomioon, että pronssilla on korkea viskositeettisiksi se ylikuumenee lopullisen sulatuksen jälkeen paremman sulavirtauksen varmistamiseksi. Katsotaanpa pronssin sulamis- ja valuprosessia vaiheittain.


Vaihe vaiheelta
Käsityöolosuhteissa valmistetaan pääasiassa pieniä pronssiesineitä, esimerkiksi sisustuselementit. Monimutkaisemmat osat vaativat tarkkuusvalua, jonka tekniikkaa on erittäin vaikea toteuttaa ilman tätä tarkoitusta varten erityisesti sovitettua huonesekä erityisiä laitteet. Joissakin tapauksissa sinun on turvauduttava castingin hienosäätämiseen haluttuun tilaan editoinnin avulla kotonakuten ylimääräisen sulamateriaalin poistaminen käsin, hiominen ja kiillotus.
Ennen metallin sulattamisen aloittamista se on välttämätöntä valmistele huone ja hanki tarvittavat työkalut ja välineet. Huoneen päävaatimus on hyvä poistoilmanvaihto sekä palamaton materiaali, kuten betoni, sementti tai tiili, valmistettu lattia. Pienten tuotteiden valmistuksessa nämä vaatimukset on melko yksinkertainen noudattaa, muuten joudut käyttämään autotalli.
Pronssin sulattamiseksi kotona sinun on ostettava erityinen muhveliuuni, jolla on kyky hallita lämpötilaa, mutta voit selviytyä yksinkertaisesta kaivoksesta, jonka polttoaineena on puuhiiltä.


Työkalujen valmistelu
Aloittelijan pyörän tulisi ostaa tai tehdä seuraavat työkalut itse.
- Tulenkestävästä upokkaasta, joka on valmistettu tulenkestävästä materiaalista (kuten valuraudasta tai teräksestä), on erityinen astia, jolla on nokka, johon sijoitetaan sulan metallin paloja.
- Upokkaan poistamiseksi uunista, joka minimoi palovamman, ovat erikoiskoukut ja pihdit.
- Muotti sulan metallin kaatamiseen, joka valmistetaan pullon ja mallin avulla.
- Itse pullo - kaksi laatikkoa, jotka pitävät muotin täyteaineella muovaushiekasta.
- Hitsaajan puku tai vain erittäin tiukka esiliina ja kintaat, joiden tarkoituksena on suojata ihmistä lentävistä kipinöistä ja sulan metallin roiskeilta.


Kun olet vakuuttunut kaikkien yllä olevien olemassaolosta, voit siirtyä suoraan pronssin sulamiseen.
- Kuumenna uuniasettamalla lämpötila nupilla. Lämpötila riippuu pronssin kemiallisesta koostumuksesta, kuten edellä keskustelimme. Esimerkiksi alumiinipronssin tapauksessa tämä lämpötila on 1040-1084 celsiusastetta.
- Seuraava on pakko lämmitä muoto, tämä tehdään niin, että sula metalli ei jäätynyt, kun se tulee kylmään astiaan.Muoto asetetaan uuniin, kun se lämpenee 600 asteen lämpötilaan, jonka jälkeen termostaatti asetetaan 900 asteeseen. Kun lämpötila uunin sisällä nousee 900 asteeseen, muotin annetaan lämmetä 3–4 tunniksi, minkä jälkeen se poistetaan varovasti erikoislaitteilla ja jäähdytetään 500 asteeseen.
- Laita upokas pronssipalasilla, joka on tarkoitettu sulattamiseen, lämmitetään sisälle uunin haluttuun sulamislämpötilaan ja saatetaan metallin täydelliseen sulamiseen. Tämän jälkeen upokkaan annetaan ylikuumentua vielä 5 minuutin ajan paremman metallivirtauksen ja paremman valulaadun saavuttamiseksi.
- Vedä upokas uunista tai tulisijasta käyttämällä koukkuja ja pihdit ja alkaa täyttää muotti.

Katsotaanpa miten tehdä se oikein lomake korkealaatuisten tuotteiden saamiseksi. Valimoissa tämä muotti valmistetaan käyttämällä pullot, missä he kaataa seoksen savea, hiekkaa ja hiilijauhetta. Kolvi koostuu kahdesta puolikkaasta, joista kumpikin on laatikko, johon muovattava seos täytetään.
- Ota ensin ensimmäinen laatikko ja aloita sen täyttö seoksella kaatamalla se puoleen, laita malli laatikon sisälle.
- Jatka sitten irtotavarana olevan materiaalin kaatamista, kunnes ne täyttävät ruudun yläosaan. Käytön aikana vaaditaan valettavan seoksen tasoittaminen ja taittaminen jatkuvasti.
- Aseta toisen laatikon päälle ja jatka savi-, hiekka- ja hiilijauheen seoksen kaatamista.
- Toiseen laatikkoon on välttämätöntä sijoittaa kuusireiät sulan pronssin kaatamiseksi muottiin.
- Kun molemmat laatikot on täytetty yläosaan, ne erotetaan terävällä esineellä. Mallin toinen puoli on yhdessä laatikossa, toinen toisessa laatikossa.
- He ottavat mallin huolellisesti ulos, yhdistävät molemmat laatikot uudelleen - tuloksena oleva tyhjyys on täyttömuoto.


Valumuotti
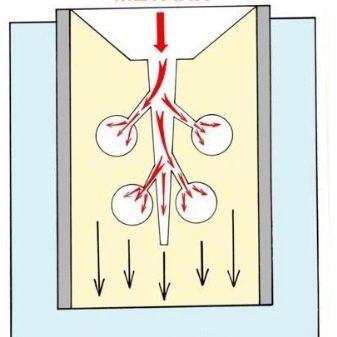
Sula metalli kaadetaan upokkaasta ohutvirtaan muottivarmistamalla, että kurkku virtaa jatkuvasti. Jos valettu osa erottuu ääriviivojen monimutkaisuudesta, on käytettävä erityistä sentrifugia, joka keskipakoisvoiman avulla auttaa sulaa jakautumaan oikein muotin sisälle ja täyttämään sen kokonaan.

Kuinka parantaa tuotteiden laatua?
Itse asiassa todella laatua ei voida saada kotona ilman hienostusta.
Voit myös parantaa laatua ja ulkonäköä tekemällä muottia käytettäessä sulavaa materiaalia. Tätä varten he tekevät alustavasti kipsivaletun mallin, jonka mukaan meidän osaamme valmistetaan. Tämän valetteen tulisi koostua kahdesta toisiinsa kiinnittyvästä osasta. Kiehuvaan veteen sulanut parafiini tai vaha kaadetaan muodostettuun onteloon, ja sen jähmettymisen jälkeen kipsikuori poistetaan.

Seuraavaksi tuloksena oleva sulava malli asetetaan erityiseen valumassaan, joka muodostaa reikiä parafiinin ja sulan pronssiaukon tyhjentämiseksi. Sen jälkeen valumassa laitetaan kiehuvaan veteen, parafiini sulaa ja se kaadetaan helposti muotista.
Tuloksena olevalla muotilla on suurempi sileys, se tuottaa parempia tuotteita kuin tavallisella tavalla valmistetusta muotista.


Seuraava video näyttää pronssin sulatusprosessin kotona.









