
Bronze is an alloy of copper and tin, sometimes with the addition of silicon, aluminum and lead. It can have a different color, which depends on the percentage of components. There are several types of bronze:
- pewter;
- aluminum;
- lead.


Tin bronze is the most widely used species; it has low fluidity. It is convenient to cast products with specific sizes from it. Since it does not need further processing. Brass is an alloy of copper with the addition of zinc. Typically, the mixture is 70% copper, 30% zinc. Sometimes there is brass composition of 50 to 50.

The pluses of bronze include the following.
- Practicality.
- The opportunity to do art casting at home.
- High resistance to environmental factors.
- Almost non-corrosive.
- Ease of handling.
- Durability.
- Electrical and thermal conductivity.


Brass has high corrosion protection. It is used as a surface layer of other metals in the manufacture of metal structures.
History of technology
Casting brass, like bronze, appeared 12 thousand years ago. At first, tools and decorations were made from these materials, later dishes and household items. Bronze products and brass items were widely used in all areas of life. The first methods for making bronze and brass originated in the ancient era in the age of classicism. Many masterpieces of art of that era, we can contemplate to this day. At the moment, these fusible alloys are mainly used for the manufacture of decorative items for decor and works of art.

Copper alloys with the addition of metals are widely used in the production of:
- sculptures and souvenirs;
- gratings and other elements of fences;
- fences and gates;
- interior details;
- in the decoration of chandeliers and sconces.


Over time, the injection method was improved. And in the modern world it has become possible to smelting parts from bronze and brass not only in an industrial way, but also in domestic conditions.
Features
Brass art casting almost does not differ in technology from casting bronze. Here are the subtleties of the process.
- The melting temperature of brass is quite low, in the range of 880-965 C. This allows the use of different types of furnaces. Even a gas burner, it is enough to choose heat-resistant dishes. But sometimes the temperature is increased to 1070 C due to additives (for multi-component brass). The melting point of bronze is higher. Copper with tin has an alloy of 900–950 ° C, while bronze without tin has 950–1100 ° C. Bronze alloys have a high viscosity, therefore they are heated 100 higher to improve quality. To save energy, it is better to use induction or crucible furnaces.
- The main stage of casting is pouring the melt into a mold. The duration of the process should not exceed 2 minutes. Otherwise, the product will be defective. Splits, burns, and junctions will appear. The item will be permanently damaged and unusable. Or additional processing is required.
- For brass there should be uniform gradual cooling, without the use of special solutions. When cooling bronzes, coolants are used.
- The final step is the processing of the finished part. Requires removal of bays, sprues, pressure. To keep the composition unchanged, fluxes are added to the alloy. Thanks to them, it is possible to protect the surface of the melt and to degass its composition. This reduces rejects on the finished product.




Necessary equipment
Here is a list of the main equipment for making figures from these materials.
- Casting shape. It is made of various materials.
- Forcepsto get the finished part out of shape.
- Crucible for melting the charge in it. The material of its creation is graphite and clay.
- Heating equipment, furnaces. For brass melting, a gas torch and a heat-resistant container can be used.
- Various supporting materials: coal, horn.

It is necessary to use a strict sequence of technology. First put the crucible on the furnace, then lay metal in it with pieces. When completely melted, the mixture changes color. Then, using special equipment, a crucible is taken out of the furnace with a hook and the melt is carefully cast into an injection mold. After complete cooling, the part is removed using forceps and subjected to final processing.

Foundry Model Overview
Before you start casting the finished product, you must first create a sketch of the future shape. The drawing is done by special artists. Then, a casting mold will be created on it, into which the main melt is poured. Creating a mold is a rather laborious and responsible task. For this, special molding compositions, tools and devices are used. The finished model plays a major role in the entire process. Its internal cavity should be an exact copy of the finished product in investment casting. A molten solution is poured into it, which subsequently, being inside, cools down and acquires its final form.

To give stability, so that during the outflow of the melt into the mold, it does not collapse, use flasks. This is a special fixture made of two rectangular connecting parts, similar to a drawer. Usually made of wood or plywood. In metal flasks, not only the creation of a mold takes place, but also the casting itself. Models for the manufacture of brass and bronze are reusable and disposable. It depends on what they are made of.


Materials
Ivory, wood, gypsum and polymers. Also for the manufacture of reusable forms using steel. Least of all use plastic material to create a casting model.At home, the melt is most often cast into a non-separable gypsum mold. After cooling and solidification of the alloy into the finished figure, the form is carefully broken with a special hammer.

Constructions
Structurally, molds can be of three types.
- Detachable. This is a structure consisting of two or more parts, connected in a straight or complex surface. Disengaged to retrieve the finished product. Most often used in production for reusable use.
- One-piece. To extract the finished part is broken with a hammer. Suitable for single use only. It is made for a specific product according to sketches. Often used in home production. Gypsum is most suitable for creating such forms.

- Special. This is a complex molding or skeletal pattern. It features a multi-component component. It is created for smelting figures of complex design.
The main subtleties of casting
Centrifugal casting
Using this casting method, parts and equipment for mechanical engineering and other industrial branches are manufactured. The basis of the technology is centrifugal force. It appears due to the rotation of the foundry model. This type of casting is used mainly for the manufacture of bodies of revolution. Molding can be carried out by machines with vertical and horizontal casting. On machines with a horizontal axis of rotation:
- inserts;
- bushings;
- rings.

On machines with a vertical axis of rotation:
- propellers;
- worm wheels;
- gears.


During the ebb tide, the moldable mixture is compacted and extraneous elements are forced out.
Art casting
At home, use this method of manufacturing bronze. But this copper alloy has high fluidity, so it does not completely fill the mold, unlike a brass alloy. Because of this, the intended pattern on the surface of the part is blurry. Coinage is used to give clarity. This is a rather time-consuming and time-consuming process. But at the same time, the most creative moment of artistic casting. The quality of the final type of product depends on the level of minting performed.

Stages of art casting:
- creation of a sketch and a working drawing;
- manufacture of structures for creating a mold;
- production of a foundry model;
- model preparation;
- charge melting;
- mold casting into a casting model;
- cooling;
- extraction from the model;
- processing the finished product with a grinder; sometimes a metal brush is used.






Finished individual components are combined into one product, if according to the final plan it should be single, but consisting of several parts. Then the resulting finished figure is processed to remove minor imperfections, and covered with an upper protective layer.
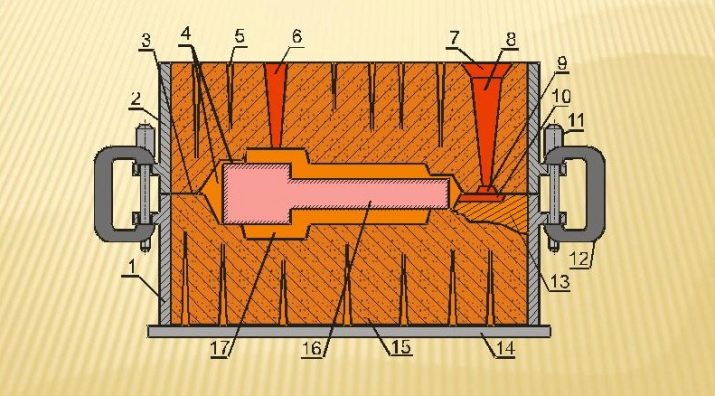
Injection molding
This casting method is based on exposure to excess, vacuum pressure. The principle of the press is used, the melt is fed into the injection mold by excess pressure. The pneumatic or hydraulic system acts on the piston. Due to the high speed with which the melt of high viscosity is supplied, excess pressure is created, the form is completely filled.
Then, by vacuum absorption, the mold mass flows into the mold cavity. It has thin walls surrounded by cold water. Cooling moves from the edges to the center. Retraction of the melt occurs over a certain period of time. Then the pressure normalizes, and excess remnants of the molding material flow down the walls.

Due to shrinkage after cooling, the product is easily removed from the mold. Due to automation, the mold is filled with the melt in a split second, which significantly reduces the manufacturing time of parts and is an undoubted advantage of this casting method. Regardless of the casting method used, safety precautions must be observed in the manufacture of bronze and brass products.
- When working, you need to use protective glassesto protect your eyes from drops of molten material and fumes.
- Before starting an activity should put on gloves from special heat-resistant material.
- The room should be well ventilated and ventilated., since when melting these alloys, gases harmful to humans are released.
- Do not allow contact of flammable materials and liquids with heating devices.
- Necessary strictly follow the process technology. Since this production is rather traumatic.


See how the bronze sculptures are made in the next video.









